Согнуть профильную трубу в домашних условиях. Как изогнуть профиль для теплицы своими руками? Приспособления для гнутья квадратных труб
Изгиб профильной трубы можно выполнить самостоятельно, без использования дорогостоящих и громоздких станков. При соблюдении всех правил работа получится не менее качественной. Рассмотрим несколько вариантов, позволяющих произвести гибку труб своими руками.
Сгибание трубы при помощи болгарки
Для выполнения этой процедуры вам понадобится болгарка (угловая шлифовальная машина) и аппарат для сварки. Переходим к процессу работы:
- Перед гибкой рекомендуется зафиксировать трубу (например, в тисках). Это позволит сохранить ее в одной плоскости. Если на трубе присутствует сварочный шов, необходимо расположить его на внешней стороне загиба, чтобы металл не разошелся.
- Рассчитайте радиус загибания и отметьте место изгиба. Возьмите болгарку и сделайте поперечные надрезы по длине отметки (с 3 сторон). После этого вы сможете без трудностей согнуть изделие.
- Возникнувшие щели необходимо заварить и зачистить. Старайтесь выполнять работу медленно и аккуратно – это позволит вам добиться хорошего качества и не испортить трубу.
Сгибание трубы при помощи пружины и паяльной лампы
Вам понадобится стальная проволока диаметром 2 мм. Сделайте из нее пружину, чтобы она могла пройти внутрь трубы, но не болтаться. Также вы можете приобрести уже готовую пружину для гибки труб. Вставьте ее в трубу, отметьте место изгиба и нагрейте его при помощи паяльной лампы. После этого вы сможете легко согнуть трубу, используя округлую болванку. Если получившийся результат вас не устроит, вы сможете переделать работу, но предпочтительнее сразу аккуратно выполнить все действия.


Сгибание трубы при помощи песка и газовой горелки
Этот способ позволит придать трубе подходящий изгиб без риска возникновения трещин и сплющивания. Вам понадобится кварцевый или очищенный песок, газовая сварка (горелка), две заглушки из дерева и дрель. Рассмотрим процесс по порядку:
- Вместо кварцевого песка вы можете использовать и обычный. Но его необходимо предварительно очистить. Просейте песок и хорошенько высушите его, прогрев на костре или горелке. Греть песок следует до тех пор, пока он не прекратит дымить. Когда все будет готово, ссыпьте охлажденный песок в чистую емкость.
- В один конец профильной трубы воткните деревянную пробку (на глубину не более 10-20 см). Полностью засыпьте трубу кварцевым (или очищенным) песком и закройте пробкой второй конец. Эта начинка позволит избежать разрушения в процессе гибки. Если песок будет отсутствовать, материал просто испортится.
- В одной из пробок сделайте небольшое отверстие. Во время накаливания из него будет выходить воздух.
- Отметьте место, которое необходимо загнуть, и разогрейте его горелкой. Затем придайте трубе необходимую форму. Постарайтесь не перегреть металл – это может привести к образованию окалины и потере качества материала.
- Когда труба примет необходимую форму, выньте деревянные пробки и высыпьте песок. Рекомендуется нагреть концы профильной трубы – так заглушки быстрее поддадутся вытягиванию.
Дополнительные способы гибки
Существуют способы, предназначенные для труб из конкретных материалов, которые вы также можете использовать:
- Для изгиба медной трубы (а также латунной и дюралевой) понадобится вода и отрицательная температура. Один конец трубы заткните пробкой, затем наполните трубу водой и закройте второй конец. Выставите изделие на мороз и оставьте его там до образования льда. После этого изделие сможет легко принять нужную форму. В качестве начинки также можно использовать расплавленный парафин, канифоль или свинец.
- Для загиба металлопластиковой трубы можно использовать поваренную соль. Предварительно ее необходимо прогреть на сковороде (до тех пор, пока солевые кристаллы не начнут взрываться) и засыпать в трубу. Когда горячее сырье окажется внутри, труба без больших усилий поддастся гибке.


Многообразие способов гибки профильных труб позволяет выполнить эту процедуру в домашних условиях, не прибегая к помощи специалистов и дорогому оборудованию. Старайтесь соблюдать алгоритм создания изгибов и действовать неторопливо. В этом случае шансы на создание качественного изделия сильно повышаются.
Зачастую возникает вопрос, как согнуть профильную трубу без трубогиба? Известно, что выполнение различных строительных или ремонтных работ на загородном участке предполагает широкое использование профилированных труб .
Использование этого вида проката обладает целым рядом преимуществ:
- Он обладает большой прочностью при относительно малом весе.
- Профильную трубу можно применять при монтаже любых конструкций от теплицы до различных навесов, беседок или веранд.
- Возможность обработки сваркой или различными видами ручного инструмента позволяет выполнять большинство работ своими руками.
- Конструкция, собранная из квадратного профиля, будет смотреться гораздо привлекательнее, чем ее аналог из традиционной круглой трубы.
Если возникает желание сделать арочную конструкцию для украшения беседки или монтажа теплицы, придется выполнять изгиб вручную либо прибегать к помощи специалистов.
Основные особенности технологии изгиба

Необходимо четко понимать процессы, которые возникают в металле при его контролируемой деформации. Главная цель при этом – получение равномерно изогнутой формы без нарушения целостности прокатного профиля. Для правильного сгибания трубы любой формы поперечного сечения используют два способа:
- сгибание под воздействием внешнего усилия;
- сочетание давления и местного нагрева на участке изгиба.
В обоих случаях одновременно происходят следующие процессы – материал наружного слоя дуги будет растягиваться, а внутренний слой сжиматься. В результате загибания, значительное превышение нагрузки может привести к возникновению трещин и разрушению внешней стенки трубы. Внутренняя поверхность может потерять свою плавность, при этом образуются хорошо заметные складки металла. Нарушение технологии процесса может также вызвать коробление стенок трубы или нарушить их соосность. Подобное явление крайне негативно скажется на эстетике полученной арки и станет причиной ее вынужденной выбраковки.
Необходимо также учитывать и другие параметры. Большое значение будeт иметь радиус желаемого искривления, толщина стенки заготовки, ее материал и размеры поперечного сечения.
Промышленность выпускает профильные трубы, которые имеют квадратное, прямоугольное, овальное, плоскоовальное или круглое сечение. Использование при выполнении строительных работ изделий квадратной и прямоугольной формы имеет свои преимущества. Такие трубы гораздо удобней при выполнении монтажных работ. Они упрощают разметку, стыковку и подгонку элементов конструкции между собой. К плоской поверхности такого профиля гораздо проще крепить различные покрытия или совмещать их с другими материалами.

Способы холодной гибки труб: а -с обкаткой; б - наматыванием; в - волочением; г - вальцовкой; д - на двух опорах; е- растяжением; ж-с внутренним гидростатическим давлением; и - через фильеру, имеющую криволинейную ось; к - по копирам.
Особое внимание необходимо обращать на высоту сечения. Этот показатель определяет пластические параметры конкретного сорта прокатного материала. Исходя из его величины, производят расчет максимально возможного изгибания. Обозначим высоту литерой h. Тогда при величине до 20 мм загнуть трубу без разрушений можно на участке 2,5×h и более. В тех случаях, когда h>20 мм, формула имеет вид: 3,5×h и более. Нарушение этого правила приведет к образованию трещин или общему короблению металла.
Необходимо принимать во внимание толщину стенок профиля. Если она не превышает 2 мм, материал гнуть нецелесообразно. В таких случаях приходится применять сварку. Более толстые стенки поддаются изгибу, но увеличение толщины существенно его усложняет.
Свое влияние на процесс может иметь и материал прокатного профиля. Трубы из низколегированных и углеродистых сортов стали имеют значительную упругость. Такой материал после снятия внешней нагрузки стремится восстановить прежнюю форму. Это потребует выполнения повторной обработки вплоть до момента сохранения необходимого радиуса арки. Медные трубы лишены этого недостатка. Благодаря высокой пластичности материала, они легко изменяют форму и сохраняют измененное состояние после снятия нагрузки.
Способы гибки профиля и последовательность их выполнения
Выбор способа гибки зависит в первую очередь от величины поперечного сечения и имеющегося в наличии инструмента и оборудования. Обычно материалы небольших размеров изгибают в холодном состоянии. Такие трубы обладают достаточной пластичностью и поддаются контролируемой деформации при незначительных внешних усилиях. Для профиля большого размера нагрев, как правило, необходим. Температурное воздействие значительно увеличивает пластичность и уменьшает требуемую величину прилагаемого давления.
Для труб круглого сечения термическая обработка применяется при диаметре от 100 мм и более. Для квадратных и прямоугольных изделий расчет учитывает высоту среза. Если высота профиля до 10 мм, нагрев не применяется. При высоте от 10 до 40 мм способ обработки выбирается, исходя из опыта и возможностей исполнителя. Когда размер переваливает за 40 мм, местный нагрев необходим.
Наличие трубогиба позволяет изготавливать арочные конструкции без дополнительной термической обработки. В тех случаях, когда станочная обработка невозможна, следует выполнить пробное изгибание. Профиль зажимается в тиски, на его выступающий конец надевается труба большего диаметра, которую используют в качестве рычага для прилагаемого усилия. Применять нагрев не нужно.
Гибка с применением местного нагрева
Технология такой обработки предусматривает заполнение трубы песком. Его наличие во внутренней полости изделия гарантирует качество изготовления и равномерность арки.

Изначально необходимо приготовить две деревянные заглушки. Для плотного закупоривания они должны иметь пирамидальную форму. Длина пробок должна превышать ширину профиля в 10 раз. После изготовления пробки примеряют к отверстиям трубы, проверяя при этом плотность прилегания. Далее на одной из пробок пропиливают продольные пазы на боковых поверхностях. Их наличие необходимо для сброса перегретого воздуха из трубы при термической обработке. Определяется место будущего изгиба изделия и выполняется предварительный нагрев металла.
После этого приступают к подготовке песка. Лучше всего использовать сухой и чистый материал средней зернистости. Его последовательно просеивают через сита с ячейками в 2, а затем 0,7 мм. При этом удаляются крупные примеси, способные вызвать бугристую поверхность, и пыль, которая может спечься внутри трубы. Наполнитель подвергается прогреву до температуры 150ºС.
Забиваем в трубу пробку, не имеющую продольных пропилов, и через воронку засыпаем подготовленный песок. При засыпке необходимо постукивать деревянной киянкой по стенкам профиля для обеспечения уплотнения материала. После окончательного заполнения устанавливается и плотно забивается вторая пробка.
Полностью подготовленная труба располагается в тисках либо трубном зажиме рядом с шаблоном. При наличии трубного шва, его необходимо расположить на боковой поверхности арки. Размеченный мелом участок нагревается паяльной лампой до красного цвета и изгибается одним плавным нерезким движением. Полученная арка сравнивается с шаблоном, после чего пробки извлекаются, а наполнитель высыпается. Необходимо помнить, что неоднократный нагрев крайне нежелателен, так как он значительно снижает прочность материала.
Гибка без нагрева
Вопрос, как согнуть профильные трубы без трубогиба, можно решить и без температурного воздействия. Применение наполнителя зависит от размеров сечения. Если его высота не превышает 10 мм, песок не нужен. При больших размерах использование сыпучего материала весьма желательно. В качестве альтернативы возможно применение стальной пружины изготовленной из проволоки диаметром не менее 2 мм. Ее предварительно располагают в месте будущего изгиба для придания ему плавного равномерного контура. Технология самого процесса полностью совпадает с горячим способом за исключением нагрева металла.
Применение во время процесса изгибания профилированного металла ручных трубогибов или специализированных станков значительно ускоряет и облегчает процесс
Работа профессионалов гарантирует высокую точность контура и его качество. Но если возможность их привлечения недоступна, необходимо помнить, что эту работу можно выполнить самостоятельно, значительно сократив при этом свои расходы.
С решением вопроса, как согнуть профильную трубу в домашних условиях без трубогиба, приходится сталкиваться большинству владельцев дач, коттеджей и частных домов. Желание презентабельно и оригинально обустроить придомовую территорию приводит к необходимости создания арочных конструкций. Таковыми являются навесы, беседки, козырьки и теплицы под сотовый поликарбонат. Покупка заводских изделий сопряжена с затратами, которых можно избежать, согнув сталь собственными силами. Для этого достаточно инструментов и материалов, имеющихся в каждой мастерской.
Металлический прокат, имеющий прямоугольное сечение, удобен в работе, заготовки можно стыковать под различными углами. Трудности возникают, когда есть необходимость придать деталям конструкции криволинейную форму. Связано это с тем, что на внешнюю стенку изделия действует сила растяжения, а внутренняя сторона подвергается сжатию.
Попытки согнуть профильную трубу без трубогиба сопряжены с такими проблемами:
- Появление трещин на материале. Если толщина стенок мала, то возможен разрыв металла.
- Сминание боковых сторон. Подобный эффект возникает при прикладывании чрезмерного давления во время пропуска заготовок сквозь гибочные приспособления.
- Возникновение внутренних складок. Чем больше высота профиля изделия и меньше радиус правки, тем больше вероятность появления такого дефекта.
- Излом секции. Происходит при резком прикладывании усилия на заготовку.
- Изменение конфигурации сечения. При нарушении технологии происходит смещение плоскостей, продольной оси, искривление детали в виде спирали.
- Снижение прочности металла. Подобный изъян является следствием перегрева и нарушением из-за этого кристаллической структуры железа.
Избежать подобных осложнений нетрудно. Достаточно подойти к делу грамотно и продуманно.
Методы гибки профильных труб
Хозяевам дач часто приходится думать, как согнуть профильную трубу для теплицы быстро, не тратя денег на профессиональное оборудование. Даже при наличии финансовых ресурсов не всегда удается сразу найти дуги нужной формы и размера.
Можно воспользоваться одним из предложенных методов:
- Холодная гибка труб. Применяется при работе с профилями малого сечения 10х10 мм и 10х20 мм, с толщиной стенок не более 1,5 мм. В таких случаях деформация проводится мускульной силой мастера, а сам он может контролировать состояние металла. Необходимо постоянно измерять положение секции по горизонтали и вертикали. Правильность выполнения работы проверяется шаблоном.
- Предварительный нагрев. Используется источник пламени, в котором заготовка греется до достижения красного цвета. После этого производится ее искривление до нужной конфигурации. Согнутую заготовку нужно держать под напряжением до полного остывания. Для нагрева используется газовый котел, печь, паяльная лампа или дачный мангал с большим содержанием древесного угля.
- С внутренним наполнением. В качестве наполнителя используется песок, машинное масло или вода. Необходимо добиться, чтобы полость была заполнена максимально плотно. Лучший эффект достигается при замораживании воды. Лед не дает трубе сминаться под давлением. Герметичность достигается путем заваривания отверстий или забивания в них деревянных пробок.
- Секторная нарезка. Для этого потребуется болгарка с отрезным диском. В профиле делаются треугольные прорези с удалением выпиленных фрагментов. Затем труба сгибается, а края срезов свариваются тонкими электродами. Этот метод долгий, но надежный. Его использование исключает искривление и деформацию.
При наличии времени и творческого подхода могут применяться нестандартные подходы.
Альтернативные способы сгибания
Чтобы гибка профильных труб по радиусу принесла желаемые результаты, необходимо учитывать такие факторы, как:
- пластичность облицовочного материала (жесть, пластик, монолитный и сотовый поликарбонат);
- форма сечения и толщина стенок — квадратные изделия лучше выдерживают деформацию;
- упругость металла — при проведении формовки холодным способом заготовки нужно деформировать на 10-15 % больше необходимого радиуса.
Существуют следующие альтернативные способы сгибания прямоугольных труб:
- Ковкой. Изгибание производится путем методичного нанесения ударов по заготовке тяжелым молотом. Предварительно изготавливается наковальня, верх которой имеет округлую форму. Заготовка жестко крепится струбцинами к основанию наковальни. После этого по профилю наносятся удары. Следует соблюдать осторожность, т.к. чрезмерные усилия могут привести к сплющиванию изделия. Работать удобнее с отрезками длиной не более 1 м.
- По лекалу. Основанием для размещения детали может быть бетонная, асфальтированная или выложенная плиткой площадка. На ней наносится контур дуги, после чего в грунт вбиваются арматурные штыри или тонкие стальные трубы. Деталь закрепляется на первом штыре. По мере изгибания проводится сварка со штырями. Когда сила упругости ослабеет, арка срезается со штырей болгаркой.
- Прокат под гнетом. Для создания давления используется транспортное средство с боковым выносом колес и без крыльев. Рейка укладывается в заранее подготовленную канавку из стали или бетона. После этого производится методичное прокатывание колеса по профилю. Осевое соответствие контролируется вручную или металлическими направляющими.
Чтобы снизить вероятность деформации стенок изделия, в него можно вставить тонкую и длинную стальную пружину. В том случае, когда используется нагрев, не следует охлаждать горячую сталь водой. От этого она может покрыться трещинами или лопнуть. Лучше воспользоваться отработкой. При использовании мускульной силы на свободный конец звена рекомендуется насаживать длинный и прочный рычаг. Так удастся добиться желаемой цели с меньшими усилиями.
Необходимые приспособления
Чтобы согнуть профильную трубу своими руками, необходимо иметь такие приспособления и оборудование:
- рулетка;
- уровень;
- болгарка;
- сварочный аппарат;
- транспортир;
- кувалда;
- тяжелый молот;
- паяльная лампа;
- керн;
- маркер или мел.
Для достижения точного результата рекомендуется воспользоваться специальным инструментом. Кондуктор представляет собой приспособление для точного расчета и резки стыкуемых деталей. Механизм используется для проведения разметки на концах арок, упоров, укосин и поперечин. Благодаря применению кондуктора сварочный шов получается ровным и аккуратным.
Гипсокартон уже стал неотъемлемой частью современного ремонта. Из этого отделочного материала можно создавать различные сложнейшие фигурные элементы для стен и потолков, а также собирать красивые перегородки. И везде вам нужно будет гнуть профили, которые являются неотъемлемой частью каркаса, необходимого для установки гипсокартонных листов.
Поэтому весьма актуальным остается вопрос «как согнуть профиль?». Если все сделать правильно, то в итоге можно получить именно то, что хотелось.
Конструкции, которые сегодня делают из гипсокартона, зачастую содержат разнообразные криволинейные и фигурные элементы. Особенно часто они используются при монтаже подвесных потолочных перекрытий. Здесь можно встретить следующие варианты:
- круги и овалы;
- квадраты и прямоугольники;
- различные геометрические фигуры;
- волны, ступени, цветы, солнце и многое другое.
Сложный потолок
Помимо этого гнуть металлический профиль понадобится и в других ситуациях:
- монтаж арки. Здесь профиль следует выгнуть в дугу;
- создание единой композиции стен и потолка когда фигурные элементы потолка перетекают на стену;
- монтаж ниш с изогнутыми элементами;
- создание фигурной перегородки. Она может быть декоративной, содержать сложные изгибы и завитки или быть прямолинейной.
 Арка из гипсокартона
Арка из гипсокартона
В любой из вышеперечисленных ситуаций, чтобы установка гипсокартона прошла по заданной схеме, необходимо согнуть профиль. Если сделать весь процесс правильно, тогда последующий монтаж гипсокартонных листов пройдет быстро и легко, а конечный результат будет радовать глаз долгие годы.
Как видим, практически в любом ремонте с использованием гипсокартона сгибание профилей под различным углом — несущая необходимость.
Сгибание металлических элементов каркаса под гипсокартонные листы ведется по схеме. Поэтому, чтобы правильно провести сгиб профиля, нужно ознакомиться с соответствующей инструкцией. Ее мы приведем несколько ниже.
Что же потребуется для сгиба?
Работа с металлическими профилями для гипсокартона требует наличия определенного набора инструментов. Для того чтобы согнуть металлические элементы и сделать на них надрезы, а также провести дальнейший их монтаж, вам понадобятся следующие инструменты:
- шуруповерт;
- отвертка;
- карандаш, рулетка и строительный уровень;
- ножницы для работы с металлом.
В перечень необходимых материалов в данной ситуации войдут:
- металлические профиля;
- крепежные элементы. Здесь вам понадобятся саморезы.
Не стоит забывать и о защите себя при проведении работ. Так, вам понадобятся защитные перчатки, которые предотвратят нанесение ран и царапин на руки. Кроме этого вам могут пригодиться защитные очки.
Имея под рукой такой набор материалов и инструментов, а также предприняв все меры предосторожности, процедура по приданию профилям необходимой формы займет у вас от силы 20 минут.
Приступаем к работе
На данный момент существует два основных вида профилей: направляющие и стоечные.
Обратите внимание! Можно изгибать только направляющие профиля, так как стоечные используются для того, чтобы поддерживать основной вес гипсокартонной конструкции.

Кроме того, при создании арочного проема можно использовать специальный арочный профиль.
Вне зависимости от того, какой каркасный элемент будет использоваться, способы изгиба могут применяться к ним всем. Изгибать профили необходимо до момента их установки.
Изгиб элементу придается благодаря надрезам под прямым углом. Угол здесь должен быть в 90 градусов, т.е. прямым.
Существует два варианта исполнения надрезов, которые зависят от того, какой частью будет осуществляться дальнейший монтаж каркасного элемента:
 Надрез боковых частей
Надрез боковых частей
- надрез под прямым углом в 90 градусов делается на обеих боковых частях профиля. Основание элемента при этом остается целым, что позволяет сохранить ребра жесткости в целостности. Такой способ отлично подходит для изготовления арок, полукруглых элементов или круга;
Обратите внимание! При использовании данного способа нужно помнить, что чем меньше нужен радиус изгиба, тем чаще нужно делать надрезы под углом в 90 градусов.
- надрез делается на основании каркасного элемента. Также необходимо надрезать одну из боковых частей профиля. Данный способ используется для изготовления овалов или волнообразных элементов.
Зачастую фигурные элементы делают на потолке. Поэтому приступать к их формированию необходимо только после того, как каркас первого уровня был собран и обшит гипсокартонными листами.
Процедура формирования изгиба происходит следующим образом:
 Надрез на боковой части и основании
Надрез на боковой части и основании
- наносим разметку по первому уровню каркаса или стеновой поверхности (при изготовлении декоративных полок). Этот этап обязательный, так как без разметки невозможно сделать сложные фигурные элементы;
- берем направляющий профиль и укорачиваем его на нужную нам длину;
- для укорочения элемента нужно использовать ножницы по металлу;
- далее, в зависимости от способа реза, делаем надрез под прямым углом в 90 градусов. Надрезы должны идти строго параллельно друг другу, иначе согнуть элемент не получится. Шаг для надрезов может варьироваться, в зависимости от потребностей. Но зачастую он составляет 5-8 см;
- надрезы делаем там, где нужно сделать завиток или по всей длине профиля;
- прикладываем надрезанный профиль к линии разметки;
- после этого крепим готовый элемент, изгибая его по ходу действия. Крепить нужно на саморезы. Здесь следует быть предельно внимательным, чтобы не порезаться об острые края металлического изделия;
- закреплять элемент нужно последовательно, аккуратно придавая ему нужную форму.
 Крепление изогнутого элемента
Крепление изогнутого элемента
Обратите внимание! Саморезы устанавливаются всякий раз, когда нужно сделать изгиб. Это придаст конечной конструкции большей плавности.
Во время крепления каркаса с криволинейными элементами обязательно проверяйте каждый профиль строительным уровнем. Необходимо чтобы все каркасные элементы находились в одной плоскости. Только таким образом вам удастся сделать ровную поверхность потолка или стен.
Для придания большей жесткости и прочности фигурному элементу внутрь его монтируем стоечные профиля.
После этого можно осуществлять монтаж гипсокартона. Здесь главное, чтобы кусочки из цельного листа были вырезаны точно необходимого размера. Если они слегка не подходят, их можно обрезать на нужную длину ножом для гипсокартона.
Придерживаясь этой инструкции можно правильно согнуть любой металлический профиль и придать ему абсолютно любую форму.
О чем стоит помнить
Чтобы процедура по приданию элементам металлического каркаса требуемой формы прошла правильно, необходимо придерживаться некоторых правил и рекомендаций, ведь только в такой ситуации вы останетесь довольны конечным результатом:
 Крепление листов
Крепление листов
- существует несколько типов профилей, которые различаются по назначению, а также размерам. Выбирать каркасный элемент нужно исходя из того, какую конструкцию вы планируете сконструировать;
- четко следуйте этапам, приведенным в инструкции;
- для создания фигурных элементов можно использовать два типа направляющих — «UW» и «UD». Эти элементы не имеют профилированных бортиков. Поэтому сделать на их бортах пару надрезов можно будет без проблем;
- в редких случаях допускается применение профилей «CD». Но только в тогда, если они не несут нагрузку и являются частью небольшого по размерам фигурного элемента. Надрезка их бортов под прямым углом будет немного сложнее;
- криволинейная каркасная конструкция должна соответствовать параметрам элемента, которые были нанесены на чертеж;
- монтаж гипсокартона на изогнутый профиль должен осуществляться с помощью саморезов;
- чем больший изгиб будет у профиля, тем меньше шаг нужно будет делать при монтаже гипсокартона. Так вы добьетесь максимального прикрепления листов к каркасу, без образования щелей;
- используйте правильные инструменты, особенно для формирования надрезов на профилях. Так вы избежите повреждений рук и быстро справитесь со всем объемом работ.
Придерживаясь эти правил, вы с легкостью сможете создавать у себя дома уникальные фигурные элементы из гипсокартона, придавая своему жилищу новый, оригинальный вид.
Как видим, в изгибе металлических элементов каркаса нет ничего сложного. Процесс придания нужной формы гипсокартонным листам гораздо сложнее, чем для профилей. Просто нужно точно следовать всем пунктам приведенной выше инструкции и результат будет отличным!
Востребованы во многих сферах жизни.
Из них изготавливают конструкции различных изделий в промышленности, строительстве и быту. Часто для этих целей приходится придавать таким трубам гнутую форму с помощью определенной деформации. Сгиб профильных труб может проводиться с помощью специальных станков, называемых трубогибами.
Без трубогиба нужную форму придать изделию сложно. Их можно приобрести готовыми, произведенными в промышленных условиях, а можно сделать самостоятельно, если потребность в таком станке возникает периодически для домашних нужд. Для этого, важно знать, как можно изготовить самим устройство для сгибания профильных изделий.
Применяют два варианта гибки профильных труб своими руками: холодный и горячий.
Оба они преследуют цель сохранить целостность профильной формы при сгибании изделия. Для этого в противовес к внешнему сдавливающему усилию при процедуре гибки внутреннее пространство профиля заполняется определенным веществом, препятствующим сдавливанию.
При холодном способе таким веществом является замороженная вода, а при горячем - речной песок.
Особенности холодного способа
Сгибание заготовки с использованием воды обычно применяют в зимнее время при сильных морозах. Для этого профильная труба с одной стороны герметично закрывается пробковой затычкой, а с другой стороны заполняется водой.
Изделие оставляют на морозе в вертикальном положении герметичной стороной вниз до полного промерзания воды. После этого осуществляют процесс сгибания изделия до нужного радиуса.
Горячий способ сгибания
В основе способа лежит нагревание области сгиба профильного изделия. Его можно применять в любое время года. Трубу с одного конца также герметизируют, закрывая пробкой или любым подручным средством.

Затем внутрь с другой стороны засыпают речной песок и закрывают конец заглушкой. Размер длины заглушки должен превышать диаметр трубы примерно в 2 раза, чтобы она могла выдержать вес помещенного в трубу песка.
Место сгиба помечают мелом или маркером и производят его нагрев. Для отхождения образующихся при нагревании газов на концах изделия желательно просверлить небольшие отверстия.

При нагреве участка до нужной температуры производят сгибание трубы на станке, соответствующем параметрам изделия.
Важно! При сгибании трубы не нужно допускать искрения металла.
Схема горячего способа сгибания профильной трубы показана на рисунке:

Особенности конструкций станков для сгибания разных профильных труб
Несмотря на простоту выполнения гибки профильных изделий, нужно учитывать их характеристики перед тем, как приступать к сгибанию.
Выбирать конструкцию устройства для сгибания следует с учетом размеров и свойств материала профилей. Это связано с тем, что изделия разного диаметра и толщины стенок, а также выполненные из различных металлических сплавов, имеют разный критический минимальный диаметр изгиба.
Его значения указаны в специальных таблицах, в которых учтены все параметры труб. При сгибании профиля ниже критического значения радиуса значительно снижаются прочностные качества металла в месте изгиба.
Таблица технических характеристик:

Станок для гибки профильной трубы, изготовленный своими руками, может иметь разное устройство. Его сложность зависит от параметров трубы и ее характеристик.
Для изделий с поперечным сечением до 2-2,5 см можно использовать самые простые варианты устройства с использованием бетонной плиты или приготовленного шаблона планируемой дуги изгиба.
Для поперечных сечений профилей большего размера конструкция станка более сложная, в ней применяется способ загиба при сдавливании трубы во время прохождения через валки на подобии прокатного стана.
Рассмотрим более подробно, как изготовить такие устройства.
Упрощенные виды трубогиба
1. С помощью бетонной плиты
Для создания конструкции потребуется бетонная плита, алмазное или победитовое сверло для бетона и металлические штыри.
Изготовление устройства проводят так:
- на поверхность бетонной плиты наносят схематическую сетку с ячейками 4×4 см или 5×5 см;
- в месте пересечения сеточных линий просверливают углубления, предназначенные для металлических штырей;
- вставленные в ячейки штыри тщательно закрепляют бетонной заливкой, чтобы не допустить их выпадения под действием нагрузки от трубы.
Схема такого устройства изображена на рисунке:

Процесс сгибания профиля осуществляется таким образом:
- Труба вводится между двумя, рядом расположенными штырями, и с помощью усилия сгибается в нужном направлении. Радиус сгибания можно менять, передвигаясь по элементам штырей, расположенных по диагонали.
- Прикладывать сгибающее усилие нужно постепенно, чтобы не допустить ненужной деформации профиля. Для облегчения работы профиль можно подвергнуть небольшому нагреву.
- Сразу после деформации трубу вынимать из устройства не рекомендуют, чтобы закрепить полученный изгиб. Для надежности концы изделия временно приваривают к вспомогательному стальному прутку.
2. С помощью шаблона
Самым простым приспособлением для профильных изделий, востребованным в домашнем применении, является способ сгибания по заранее приготовленному шаблону. Сгибать можно не только изделия из алюминиевых сплавов, но и стальные трубы небольших размеров.

Шаблон изготавливается из деревянных досок, имеющих толщину чуть больше диаметра (размера сечения) сгибаемого изделия. Для удобства работы доски шаблона выпиливают под уклоном в сторону плоскости стола. Сам шаблон фиксируется на столе с помощью шурупов.
Кроме него на рабочей плоскости стола на небольшом расстоянии от шаблона закрепляют упор для удержания трубы.
Конструкция роликового станка
Принцип действия такого станка основан на прокатке профильной трубы через движущиеся валки, в которых она под действием давления приобретает нужный изгиб. Движение происходит с помощью двух горизонтальных роликов, установленных на основании швеллера.
Самодельный станок можно сделать имея в наличии следующие детали:
- три валика, имеющие ось вращения для осуществления сгибания;
- профильный швеллер для изготовления рамы основания станка;
- цепь передачи привода;
- приводящий в движение механизм.

Порядок изготовления станка должен быть следующим:
- Сначала нужно изготовить каркасную раму из металлического швеллера. Элементы швеллера для рамы можно соединить сваркой, но для надежности конструкцию лучше закрепить болтами.
- По вертикали в центре горизонтальной станины устанавливается конструкция, имеющая форму в виде буквы П, наверху которой крепится вал с муфтой. В центре муфты вставляется шпилька, на которую приваривается ручка, а сбоку устанавливается ролик.
- Два цилиндрических валка с вращающимися роликами крепятся на горизонтальной станине основания станка на одинаковом расстоянии от центра.
- К роликам крепится цепь для приведения механизма в движение с помощью ручного привода.
Крепление валков осуществляется болтами. Для этого в швеллере просверливают прорези, позволяющие валкам перемещаться для изменения настройки радиуса сгибания.

Работа на таком самодельном станке осуществляется так:
- профильная труба вставляется на горизонтальные подающие валки;
- вращением ручки струбцина прижимает трубу третьим валком. В результате происходит деформация профиля при прохождении в этой зоне.
- первоначальное деформирующее давление изменит конфигурацию трубы незначительно, поэтому процесс протягивания через валки нужно повторять до получения нужного изгиба.
Радиус изгиба профиля зависит от расстояния между нижними цилиндрами, которое можно изменять с помощью роликов путем их перемещения и фиксации с помощью стопора.
Рекомендуем также
 Загадки про сказочных героев
Загадки про сказочных героев
 Spotlight: Побег из Комнаты прохождение уровней (Room escape) Побег из комнаты
Spotlight: Побег из Комнаты прохождение уровней (Room escape) Побег из комнаты
 Западные ценности утрачивают свое влияние в мире?
Западные ценности утрачивают свое влияние в мире?
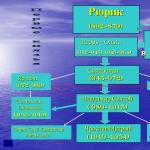 Сколько просуществовала династия Рюриковичей: схема с датами правления
Сколько просуществовала династия Рюриковичей: схема с датами правления
 Как выглядит икона иисуса христа в церкви
Как выглядит икона иисуса христа в церкви
 Большевизм: стирание истории русов на примере татар Вымышленная нация второсортных людей
Большевизм: стирание истории русов на примере татар Вымышленная нация второсортных людей