Kako kuhati z varilnim pretvornikom. Kako se naučiti kuhati v varjenju elektrode: procesna tehnologija in podrobna navodila. Video. Kar je upravičeno z zanesljivostjo varjenja: osnove varjenja
Varjeni pretvorniki (po nizki ceni 7-10 tisoč) tvori visokokakovostni šivi, tudi če so v rokah newbies. Seveda je delo dobro, če upoštevate nesprejemljiva pravila. Vsi so opisani v članku. Vendar pa morate pred delom za novince, morate prebrati navodila za napravo. Običajno obstaja več koristnih nasvetov, kot tudi varnostne opreme. Ne pozabite, da se lahko vsi naučijo varjenja kovine.
Kako deluje varilni pretvornik
Varjenje inverter - orodje za varjenje kovin. Imel je svoje ime zaradi dejstva, da pretvori izmenični tok v stalno. In čeprav je učinkovitost pretvornika približno 90%, je poraba energije nizka, tako da ne morete skrbeti za velike račune za elektriko.
Skleda vseh, varilni pretvornik deluje iz 220 voltov omrežja, nekatere vrste - od 380. Možno je delovati pod znižano napetostjo: elektroda 3 mm, na primer, lahko uporabimo pri 170 V.
Veliko lažje je izdelati varilni pretvornik v primerjavi s transformatorjem ali usmernika. Poleg tega bo celo začetnik lahko obdržal lok. Zato je v njem večina ljudi usposobljena z umetnostjo varjenja.
Priprava na delo
Katere elektrode uporabljajo
Elektroda je kovinski sev, ki je prekrit s posebnim premazom - mešanico žlindre. Včasih je dodana snovi, ki tvorijo plin. Premaz je zaščiten s staljeno kovino iz oksidacije.
Rod je izbran glede na vrsto kovine, ki se vari. Na primer, za delo z ogljikom ali korozijsko odporno jeklo, bo potrebna znamka Uny Electrode. Obstajajo tudi univerzalne elektrode. To se nanaša na oznako ANO. Uporabljajo se v nasprotnem in neposrednem toku polarnosti.
Elektrode so ločene s premerom, ki se giblje od 1,6 mm do 5 mm. Velikost je izbran glede na debelino varjene kovine: Kako je več, večji premer. Tabela je lahko koristna pri delu z varilnim strojem.
Debelina palice, večja moč mora biti pretvornik varilni stroj. Zato za začetnike premer ni več kot 4 mm; Tanka kovina lahko varimo elektrodo in 2 mm.
Polarnost in varilni tok
Debelina, na kateri se kovina lahko plačate neposredno, je odvisna od trenutne trdnosti. Moč loka se določi tudi s tem kazalnikom. Velikost elektrode opredeljuje zahtevano tokovo trdnost.
Glede na površino je izbrana vrednost varilnega toka. Na vodoravnih površinah je največja, na navpično - manj kot približno 15%, na obešanje - za 20%.
Gospodinjski varilni stroj lahko proizvede do 200 amperov. Na strokovnem orodju vrednosti dosežejo 250 in višje. V kateri smeri se bo sedanja premaknila, bo polarnost določila. Inverter, obstaja priložnost za spremembo polaritete.
Kot veste, se trenutni premiki od minus do plus. Zato je terminal "+" močnejši. To funkcijo in omogoča visoko kakovostno varjenje iz kovine. V primeru, da imajo varilni deli večjo debelino, je pozitivni terminal priključen na enega od delov. Ta metoda se imenuje neposredna polarnost.
Negativni terminal pritrdite na tanke izdelke. Ta metoda povezave je imenovana povratna polarnost.

Navodila za varjenje
Osnove varjenja
Preden nadaljujete neposredno na varjenje kovinskih izdelkov, morate raziskati osnovne strukturne značilnosti pretvornika strojnega stroja. Predstavljeni so na diagramu.

Inverter ima srednjo težo: do 7-8 kg. Visokokakovostno orodje na strani kovinske škatle ima prezračevalno rešetko, ki ne dovoljuje pregrevanja transformatorja.
Na zadnji plošči je gumb za napajanje / izklop. Na sprednjem delu sta dva priključka: "+" in "-". Kabel je povezan z njimi, na enem koncu, katerega elektroda, in na drugi - objemka. Kabli morajo imeti zadostno dolžino in biti prilagodljivi.
Navodila za po korakih, ki govori, kako pravilno kuhati pretvornik.
- Inverter varjenje se začne s pripravo zaščitne opreme. Na voljo je maska \u200b\u200bza varjenje, gosto jakno, grobo, vendar ne gumijaste rokavice.
- Izberite elektrodo. Če ste novi, potem ne uporabljajte rod debelejše 4 mm. Na sprednji plošči prilagodite želeno trdnost toka. Malo počakajte; Če elektrodo prinesete neposredno na kovino, bo to potekalo.
- Brusing sponko (se imenuje tudi masni terminal) na kovinsko površino.
- ARC je nastavljen na ogenj. Nato prinesite elektrodo na kovino in mu nekajkrat povejte. Tako je palica, kot je bila "aktivirana". Razdalja, na kateri je roka elektrode, je običajno enaka njegovi premermu.
- Ozko z varjenjem se lahko premika glede na takšne sheme.

RAZHAG ARC na začetku varjenja + (video)
Rizhag ARC je prva faza, novinci pa imajo težave z njim. Prvič, palica je rahlo preobremenjena o kovini, tako da se mazivo odstrani iz njega. Nato uporablja metodo, podobno kot vrtenje ujemanja. Elektroda je jedkana na površini izdelka in jo rahlo skrij. Če se nenadoma zavetje, ki se drži kovine, je to ostro odstrani s strani ali popolnoma odklopiti pretvornik.
Chirktop mora biti videti svetel lok. Torej, da lok ne izgine, hranite elektrodo za razdaljo 4 mm od kovine.
Kako premakniti elektrodo med varjenjem + (video)
Elektroda se lahko premika le po določenih poteh. Že so bili prikazani. Če premaknete elektrodo ravno naravnost, bo šiv prekinjen. Hitrost njenega gibanja vpliva na lastnosti šiva. Če se hitro premikate, bo šiv ozek in ne konveksni, če počasi - širok in konveksni. Na mestu, kjer se bo šiv končal, se elektroda odloži za 3-4 sekunde.

Kako oblikovati varilni šivo in se izogibajte napakam + (video)
Neenakomeren šiv, najpogosteje, se oblikuje, ko so prehitro gibanje elektrode. Ko govorimo o ustvarjanju gladkega in visokokakovostnega šiva, morate uvesti koncept varilne kopeli. Varilna kopel je del kovine, ki je v tekočem stanju pri varjenju. Ta del vstopi v aditivni material. Videz kopeli je dober znak, kar pomeni, da varjenje deluje pravilno.
Kontura kopeli je pod površino kovinskega dela. Kopel tvori dober šiv, če je varilni lok natančno in v velikih globinskih poteh v izdelku. Potrebno je zagotoviti, da šiv ne gre dol, vendar je ostal na ravni površine. Dobra povezava, da ustvarite lažje, če naredite krožno gibanje elektrode. V tem primeru mora biti kopel razdeljena v krog.
Izdelava šiva na vogalih, ne pozabite, da se kopel premika za toploto. Za nadzor velikosti kopeli nastavite moč obloka.

Seam ne bo deloval preveč konveksne, če držite elektrodo blizu navpičnega položaja. Če nagibate palico (na primer 45˚), se bo šiv začel pojaviti. In ko je elektroda popolnoma blizu vodoravnega položaja, se kopel začne razpršiti, šiv pa je zavit. Zato so optimalni koti naklona od 45 ° C do 90˚.
Kontrolna prekinitev obloka
GAP je razdalja med kovinsko površino in elektrodo. Interval na vsaki stopnji mora biti enak, da se varjenje pridobi visoko kakovostne in brez napak.
Če je vrzel majhna, bo varilni šiv preveč konveksni, material pa bo slabo varoval. To se zgodi zaradi razloga, da se izdelek ne more ogreti. Z veliko vrzel bo varilni lok hodil od strani do druge, šiv pa bo prišel ven z krivuljami in krhkimi. Želena razlika, prikazana na sliki, bo dala dobro pokrajino in celo šive.

Kako zvariti tanke pločevine, + (video)
Za varjenje tanke kovine, je bolje uporabiti inverzno povezavo pretvornika, t.e. "-" Pritrjen na list. V tem primeru mora biti tok v povprečnih vrednostih. Elektroda je bolje izbrati tak, ki bo imela dolg čas taljenja. No, bo ustrezal modelu MT-2. Uporabljajo ga varilci že dolgo časa, zato se je dobro izkazalo.

Rod, v primeru tanke kovine, se lahko nagne okoli 35˚. Najprej, lepo ga pripeljite na kovino, nato počakajte na videz rdečega mesta, ki se spremeni v kapljico. Nemoteno premaknite elektrodo, da bo kapljica ostala ena velikost. Torej bo šiv gladka.
Potreba po ustvarjanju zanesljive povezave različnih vrst kovinskih izdelkov se pojavi skoraj na kateri koli kmetiji. V večini takšnih situacij je varjenje najboljša rešitev. Newbies, kot kaže praksa, najlažji način. Takšna naprava vam omogoča, da dobite veliko bolj zanesljive spojine, v primerjavi z rezultati najbližjih predhodnih sestavin, zlasti v odsotnosti ustreznih izkušenj in spretnosti. Kuhanje drugega kovinske pretvornika je enostavno, morate samo v celoti raziskati navodila in slediti priporočili vsem.
Priprava na delo z inverterjem: Osnove visokokakovostnega varjenja
V večini primerov so lastniki raje varjene kovine, ker Varjenje vam omogoča, da dobite najbolj trpežne zvare, če je potrebno zagotoviti stalno povezavo delov. Pod vplivom aparata, materiali podvrženi plastične deformacije. Delci elektrode in gredic so povezani, kar ima za posledico superford intermolekularno povezavo.
Razvite so bile različne sodobne in visoko funkcijske tehnologije. Na primer, kovino lahko kuhamo z elektronskim in laserskim sevanjem, izdelki se kombinirajo s plamenom plina in kuhamo z ultrazvokom. Najbolj razširjen vir energije je električni lok.

Ustvarja varilne stroje ali pretvornike. To je iz takega agregata, da je najbolje začeti vedeti spretnost ustvarjanja zanesljivih in trpežnih varjenih spojev.
Varilec brez izkušenj se ne more šteti za poveljnika njegovega podjetja. Vsi ljudje se razvijajo pri opravljanju različnih praktičnih nalog. Zato mora novinec najprej potrpežljiv in poudariti dovolj časa za usposabljanje.
Ne pozabite, da je delo z pretvornikom potencialno nevarno. Če se lahko malomarnost spali s brizganjem staljenih kovin. Poleg tega se razlikujejo različne strupene snovi in \u200b\u200bnihče ni odpovedal tveganju električne poškodbe. Sevanje lahko privede do opekline Bornea. Zato morate pred delom z inverterjem posvetiti ustrezno pozornost varnostni tehniki, usposabljanju za zaščitno opremo, delovno mesto in opremo.
Prednosti varilnega pretvornika je njena lahka teža, kompaktna velikost, možnost nemotenega trenutnega nastavitve, hitrosti in visoke zmogljivosti. Izkušeni varilci priporočajo Newbies, da začnejo obvladati spretnosti iz tega stroja. Na trgu je predstavljenih veliko nizkocenovnih modelov, ki ne bodo udarili v vaš proračun in v vaši domači delavnici ne bodo vzeli veliko prostora.
Katere elektrode se najbolje uporabljajo

Tradicionalno se talilne elektrode uporabljajo za varjenje kovin. Skozi njih na šiv. Ena od glavnih komponent takega dela je prašna žica. Postopoma se napaja na območje taljenja. V različnih tečajih usposabljanja lahko izpolnite priporočila na vrhu dela z uporabo elektrod, ki so na voljo v trdnih palicah in imajo posebno talilno prevleko. S takimi elektrodami se boste lahko naučili, kako kuhati kovinski pretvornik in ustvariti gladke jasne črte.
Newbies je najbolje, da začnejo učiti kuhati kovino z uporabo elektrod-palice s premerom 3 mm. Debelejše elektrode zahtevajo visoko opremo za varjenje. Varjenje tanke kovine se izvaja z uporabo elektrod za 2 mm. Zelo priporočljivo je, da uporabite stare elektrode, izposojene od nekoga iz znancev. Bolje je, da jih kupite takoj pred začetkom varjenja. Deponirane elektrode z velikim deležem verjetnosti bo poslano, zato ne bo nobenega smisla od njih.
Varnost v pretvorniku
Med prednosti modernih pretvornikov morate dodatno omeniti njihovo varnost. Vse žice so skrite v hermetično plastični škatli. Takšna rešitev bistveno zmanjšuje tveganje za električni udar, tako da bo celo novinec lahko začel učiti kuhati kovino brez težav in težav. Vendar pa je varilni pretvornik, tako kot vsi drugi električni aparati, potencialno nevarni mehanizem. Pri delu z njo morate izvesti številna pravila. Glavna:

- Strogo je prepovedano kuhati v dežju in pri negativnih temperaturah zraka.
- Pri delu je treba ustvariti vse pogoje za zaščito varilne enote od moči.
Vključeno z vsakim pretvornikom mora iti navodila za uporabo. Prepričajte se, da zagotovite njegovo razpoložljivost. V takem vodniku boste našli nasvete o vedenju v različnih situacijah. Na koncu vodstva se običajno dajejo koristna priporočila varilca, kratek opis prve pomoči je dana za različne poškodbe in poškodbe, se prepričajte, da izpostavljenost od varnosti. Vsi nasveti so napisani v izjemno jasnem jeziku, tako da celo novinec nima težav.
Običajno je vključena v pretvornik, je zaščitna maska \u200b\u200bin rokavice. Skupna teža standardnega varilnega pretvornika v polni konfiguraciji je približno 6-7 kg. To vam omogoča, da napravo vzamete skoraj povsod.
Kovino lahko kuhamo izključno v prisotnosti zaščitne lopute in masko varilec. Te naprave ščitijo roženo oči od opeklin.

Takoj opekline se lahko dobimo iz svetlega sevanja. Rdeče-vroče kovinske brizganja so sposobne zažgati odklenjena območja kože, zato ne bi smela biti.
Za zaščito kože rok je uporabljena semiša ali rokavice iz ponjav. Izdelki iz bombažne tkanine in pletenine niso primerni. Kopalni plašč in hlače ali komponente je treba izdelati iz gostega tkiva. Najboljša možnost je debela gosta ponjava.
Blizu delovnega mesta, postavite vedro z vodo. Pripravijo staro gosto odejo. Vse to vam bo pomagalo, da v primeru njegovega dogodka uredite naključni požar. Najbolj se izvaja na ulici, vendar lahko tudi v zaprtih prostorih. Samo odstraniti vse vnetljive predmete iz delovnega mesta.
Prvi koraki pri obvladovanju pretvornika varjenja
Pred sprostitvijo, praksa na ravni površini. Najprej morate ugotoviti, kako ohraniti elektrodo z gredico. Rod je treba hraniti pod kotom 70-75 ° na površino. Držite lok na razdalji 3-5 mm od kovine. Pomembno je, da se ta razdalja shrani vzdolž celotne dolžine šiva, sicer bo imela napake.

Prav tako morate vedeti, kako pravilno nastaviti tok. Pri delu z elektrodo s premerom 3 mm je dovolj toka do 80 A. Če je tok prenizek, ne boste mogli vzdrževati stalnega in zadostnega loka. Prekomerni tok bo pripeljal do kovinskega prevoza.
Preden v gospodinjski električni mreži, se prepričajte, da določite svoje osnovne parametre in lastnosti. To vam bo omogočilo, da preprečite kratek stik, pregrevanje električnega ožičenja in razgradnje varilnega stroja.
Bodite pozorni na takšen parameter kot omejeno delovanje pri polni moči. V priročniku je ta parameter označen kot "trajanje vključitve" ali "PV". Naveden je v odstotkih. Na primer, če navodilo pravi, da je PV za to enoto 70%, je treba razumeti, da bo 70% načrtovanega začasnega intervala pretvornika lahko delal pri polni obremenitvi, preostalih 30% pa ostalo za počitek . Tradicionalno se uporablja delitev delovnega časa za intervale. Najpogosteje razdeljena z 10-minutnimi intervali. V primeru primera se naprava lahko uporablja 7 minut pri polni obremenitvi, po kateri bo zahtevala 3-minutni počitek. Preverite te kazalnike za vaš pretvornik.

Praviloma novinci začnejo študirati kovine iz ustvarjanja valjev na nepotrebnih proizvodih. To omogoča preprosto obvladovanje vrstnega reda taljenja materialov, povezovalni šivi na tej stopnji usposabljanja niso ustvarjeni. Površina je vnaprej določena pred korozijo in vsemi vrstami onesnaževanja.
Za izdelavo valjev se držijo takšnega zaporedja ukrepov:
- Vzemite varilno elektrodo in jo vstavite v držalo pretvornika.
- Zaženite tok v območje taljenja. To storiti, ponavadi je dovolj, da pojasni konec kovinske palice, kot podobno ujemanje. Lahko namesto večkrat, da se dotaknete slepe, tako da tapnete gibe.
- Ko se pojavi električni lok, pošljite elektrodo za kovino. Potrdite stalno razdaljo med obdelano kovino in lokom. Pomembno je, da ne presega meja 3-5 mm.
Čeprav je usposabljanje, še vedno ne pozabite, da je kakovost šiva neposredno odvisna od zmožnosti ohranjanja razdalje med lokom in kovino na stalni ravni. Če razdalja do nihanja, preprosto dobite okvarjen šiv. Rod držite pod kotom na površino obdelovanca. Najboljše je 70 °. Elektroda se lahko nagne nazaj in nazaj. Storiti, kot je bolj priročno za vas. Sčasoma lahko izberete tako naklon, ki vam bo najboljša in priročna.
Na tej stopnji se morate naučiti, kako nastaviti moč toka, tako da je zagotovljena stabilna krma.
Če tok ni dovolj, ne boste mogli vzdrževati stabilnega loka. Z prevelikim trenutnim tokom bo kovina plačala. Optimalna vrednost se določi le z eksperimentalnim načinom.
Plačajte dovolj časa in poiščite ustrezno vrednost.
Navodila po korakih za varilne površine
Ko se naučite, kako narediti valjčke, nastavite tok in vzdrževati lok, se lahko premaknete na naslednji korak kuhanja kovin. Običajno se vse izvaja v dokazanem varilniku zaporedja. Shranite naslednji delovni nalog:

Postopek varjenja zahteva izolacijo vseh tokovnih žic iz varilnega loka.
- Vzemite elektrodo, pripravite ga na delo in namestitev v imetniku prve žice.
- Zavarujte posnetek druge žice na kovino na mestu, kjer se bo varjenje izvedeno v prihodnosti.
- Prižgite lok. Ta operacija je bila že opisana. Hranite elektrodo ali jih obrnite v kovino.
- Elektroda je treba opraviti vzdolž stičišča. Pohitite za nič. Glavna stvar je, da je vse to čim bolj natančno. Za razliko od prejšnjih tehnologij za ustvarjanje valjev, v katerih je bila elektroda poslana v ravni liniji, z varjenjem posameznih izdelkov, ki jih boste potrebovali za gibanje vzajemne narave.
- Obravnavajte majhno območje in cenite opravljeno delo. Po potrebi odstranite žlindro s kovinsko krtačo ali kladivom.
- Če vam kakovost ustreza, dokončajte delo.
Kot rezultat, boste dobili varjenje šiv. Malo verjetno je, da bo takoj popoln. Da bi dobili visoko kakovostne šive, potrebujete izkušnje in vadbo. Sčasoma obvladate to delo in lahko naredite vse na najboljši ravni.
Tako lahko uporabite storitve strokovnjakov za tretje osebe, ki jih plačate precej denarja, zato se naučite vsega, kar je to sami. Ko ste preživeli nekaj časa za usposabljanje, boste manj odvisni od drugih ljudi. Sčasoma obvladate ta poklic in lahko ustvarite kotne šive, stropne povezave in druge kompleksne stvari. Držite navodila in uspeli boste. Uspešno učenje in delo!
Komentarji:
Inverterji so najboljše varilne naprave. Znano bi bilo treba, da imajo stari transformatorji veliko teže in jih uporabljajo precej težko. Pretvornik lahko dela vsako osebo. Za to morate samo vedeti osnovna načela varilne kovine s to napravo.
Inverter varilni stroj ima majhno težo in večjo moč, ki omogoča izdelavo kompleksnega varjenja, celo začetnikov varilec.
Prvič, prednosti pretvornika aparata za varjenje so njena nizka teža in velike priložnosti. Zaradi tega z uporabo te naprave lahko opravljate delo, ki se uporablja samo za kompleksne naprave. Električna energija, ki jo porabi ta enota malih velikosti, bo usmerjena le na delovanje ARC, s katerim se izvaja postopek varjenja.
Kako se naučiti varjenja kovine, kaj morate vedeti, preden izvedete postopek varjenja?

Tabela, ki se ujema s premerom elektrode in varjenega toka.
Inverter za varjenje je ekonomičen aparat, ki je primeren za uporabo. S pomočjo tega se lahko naučijo varjenja kovine celo novincem. Pred izvajanjem varjenja je pomembno, da se naučite načela delovanja te naprave. Pretvornik je elektronski aparat za varjenje, ker bo glavna obremenitev padla na napajalnik. Ko so stari varilni stroji vključeni v električno omrežje, se pojavi močna in največja možna električna energija. V zvezi s tem je električno omrežje celotnega območja zaustavitev. Inverter ima akumulativne kondenzatorje, ki lahko kopičijo električno energijo, zaradi česar je mogoče zagotoviti neprekinjeno delovanje električnega omrežja. Naprava Electrical ARC bo v tem primeru mehka.
Znano je bilo, da bo večji premer elektrod, bolj električna energija, ki jo uporablja. Posledično, če obstaja želja po preverjanju varilnega stroja v delu, boste morali izračunati, koliko električne energije bo približno porabila napravo. Potrebno je, da ne gorijo gospodinjskih aparatov vaših sosedov.
Za vsakega od premera elektrod je prikazan minimalni tok. Torej, če želite zmanjšati moč toka, potem se šiv ne bo naredil. Če ste želeli eksperimentirali in povečati moč toka, se lahko podaljša šiv, vendar bo elektroda hitro opeklina, tako da delo ne bo udobno.
Da bi bilo mogoče pravilno namestiti varjene kovinske prazne, je treba uporabiti objemke ali vice.
Nazaj v kategorijo
Kako pravilno varjenje kovinskega pretvornika?

Najprej morate vedeti, kateri elementi bodo potrebni za zaščito pri delu z varilnim pretvornikom. Morate kupiti naslednje:
- Usnjene rokavice.
- Čelada za zaščito.
- Gosta tkiva jakna.
- Kovinska krtača.
Če želite konfigurirati varilni tok in izberite elektrodo. Da bi kuhali z varilnim pretvornikom, bo potrebno uporabiti elektrode od 2 do 6 mm. Varilni tok je nastavljen glede na debelino elementov naprave in materiala, ki je varjena. V večini primerov na primeru naprave obstajajo informacije o tem, kateri trenutni tok mora biti. Ni potrebe, da se elektrodo hitro pripelje na osnovo za varjenje. Če to storite, se lahko navaja.
Postopek varjenja se mora začeti z mentorjem loka. Zmanjšati ga je treba z elektrodo na nizkem kotu na del, ki je varjena, po katerem je večkrat nameščena na osnovno varjenje, tako da je možno uporabiti elektrodo za varjenje. Elektroda ima več elementov iz obdelovanca, ki je varjena. V večini primerov je ta razdalja enaka premeru obstoječe elektrode.
Posledično bo varjenje šiva. Okalo (kovinska lestvica na vrhu šiva) je odstranjena z majhnim kladivom. Uporabite lahko kateri koli drugi trajni predmet, ki ima veliko težo.
Nazaj v kategorijo
Kako nadzorovati lok?

Slika 1. Razlika v loku ustreznih velikosti bo pomagala oblikovati dober šiv.
Razlika obloka je vrzel, ki se pojavi med varjenjem med kovinskim žetvijo in elektrodo. Pomembno je, da nenehno nadzorujejo in vzdržujemo enako vrednost te vrzeli.
- Če obstaja očistek manjših velikosti, potem to lahko privede do dejstva, da bo šiv konveksno in se ne uničila na straneh zaradi dejstva, da se glavna kovina ne bo mogla hitro ogrevati.
- Če obstaja vrzel velikih velikosti, ne bo uspela za zakolje artikla, in oblok bo skočil. Kot rezultat, kovina, ki se topi, bo pokvarjena.
- Pomembno je zagotoviti vrzel zahtevane vrednosti. Potrebno je, da bi lahko oblikovali običajnega šiva, ki ima dober ponudnik. Vizualno je mogoče videti razkorak primernih velikosti na sl. Ena.
Če se naučite nadzorovati dolžino loka, bo mogoče dobiti optimalen rezultat. Arc bo šel skozi vrzel in stopil glavno kovino. Posledično se oblikuje varilna kopel. ARC bo tudi lahko zagotovila prenos kovine, ki je določena v kopeli.
Nazaj v kategorijo
Kako pravilno izdelati pretvornik šiva?

Če se bo elektroda med varjenjem hitro premaknila, bo šiv z napakami. Linija kopeli se nahaja spodaj kot podlaga glavne kovine. Če bo lok hitro in globoko prodrl v glavni kovini, bo lahko kopel potisnil nazaj, zaradi katerega se oblikuje šiv. Med varjenjem je treba zagotoviti, da se šiv nahaja na ravni kovin. Lahko naredite popoln šiv, če uporabljate ARC in Zigzak gibanja. Med delovanjem krožnih gibov boste morali nadzorovati raven šiva, kopanje enakomerno postavite v krog. V okviru gibanja v različnih smereh se bo oblikovana isti šiv, zato je potrebno nadzorovati videz šiva med varjenjem predvsem iz enega roba, nato pa na vrhu kopeli, in na koncu na drugi strani in tako naprej.
Kopel bo sledila toploti - pomembno je, da se spomnimo, spremenite smer v procesu varjenja. Oblikovanje substrata se bo zgodilo, ko se kovina elektrode manjka, da se popolnoma napolni v procesu prečnih gibanj. Da bi preprečili videz podobnega stranskega utora, boste morali nadzorovati zunanje meje, redno spremljate kopalnico. Če obstaja potreba, lahko to naredite tanjša. Za manipulacijo kopalnice morate uporabiti silo loka, ki se nahaja na koncu elektrode. V procesu naklona elektrode bo kopel potisnil, vendar ne bo dosegel. Zato bo bolj navpični položaj vzel elektrodo med varjenjem, manj konveks bo šiv. Ko je elektroda nameščena v navpični položaj, bo koncentrirana pod njo vse toplino in kopel, ki se odpravita, se bo dobro zapelala in se razširila.
Ko se elektroda rahlo nagne, bo vsa moč usmerjena nazaj, zaradi katere se dvigne šiv (pop up).
Ko se elektroda pregiba preveč med varjenjem, se sila nanese v smeri šiva, in to ne bo omogočilo popolnoma nadzorovane kopalnice.
Če morate narediti ravno šiv ali premakniti kopel nazaj, uporabite pobočja elektrode na različnih kotih.
Delo je treba začeti od 45 ° do 90 °, ker takšni koti omogočajo opazovanje kopalnice in enostavno proizvajati varjenje.
Kovinsko varjenje je najpogostejši način, da jih povežete v različnih panogah (gradnja, strojništvo, polaganje cevovoda itd.). V vsakdanjem življenju (doma, na koči, v garaži), se srečamo tudi s potrebo po uporabi varilnega dela na kovini. Ne-specialist To delo se zdi nerazumljiva, težka in skrivnostna. Še posebej, ker je konjugat z določenim tveganjem za življenje.
Poglejmo, če je. Kako kuhati kovinske varjene kovine?
V sodobni trgovalni mreži je široko paleto varilnih strojev, pretvornikov, zaščitne opreme med varjenjem. Na voljo so vsakomur, zato z nakupom ustrezne opreme lahko samostojno opravljate ta varjenje. Potrebno je le asimilirati, katere tehnologije za varilne kovine, ki so varnostne zahteve. Poleg tega je treba pridobiti potrebno prakso varjenja.
Vrste varilnih kovin
Danes je bilo veliko različnih tehnologij razviti za varjenje kovine. Na primer, lahko uporabite elektronsko in lasersko sevanje, priključite izdelke s plamenom plina in kuhamo ultrazvok. Vendar najpogosteje uporablja tako vir energije kot električni lok.
Prav tako morate skrbeti za požarno varnost - odstraniti vse vnetljive materiale in tekočine iz prizorišča varilnega dela, pripraviti se na uporabo opreme za gašenje požara (če ni posebne vode, celo vedro z vodo je primerno), da se zagotovi Prezračevanje prostora, kjer se bo delo opravilo, zlasti s sprednjega in zadnjega dela za varjenje scene.
Bodite prepričani, da se seznanite z navodili za uporabo varilnega stroja in izpolnite vse podatke tam.
Električna varnost
Preden poskusite obvladati v praksi, kako varjenje kovine, morate zagotoviti, da parametri električnega omrežja, iz katerega se vozi varilni stroj, izpolnjujejo njegove zahteve. V nasprotnem primeru se lahko drugi električni aparati, priključeni na omrežje, ne samo vi, ampak tudi v sosedah. To še posebej velja za transformator, ki pomembno vpliva na oskrbo z električno energijo na prisotnost napetostnih zvitkov med začetkom varjenja in povečano porabo energije, ko se elektroda drži na mestu varjenja. Poleg tega je potrebno, da se postavi, da ne more padati, poškodovati ali povzročiti škode za ljudi in predmete med delom. Žice, priključene na napravo, morajo imeti dobro izolacijo, so bile razširjene. Možnost poškodbe njihove škode je treba izključiti.

Postopek za pripravo na delo
Kako kuhati kovino? Kraj, ki ga je treba varjenje, je treba očistiti do kovine, se posuši. Prepovedano je opravljanje dela na varjenju v surovem vremenu, v dežju in na negativnih temperaturah zraka. Nemogoče je dovoliti vlaženje in elektrode.
Kako narediti kovinsko varjenje kovine?
Varjenje se izvaja pri konstantni napetosti ali s spremenljivko. Transformator varilni stroji zagotavljajo varjenje z izmenično napetostjo.

S konstantno točno varjenje, sta možna dve možnosti za priključitev varilnega stroja. Pri priključitvi plus na mašo in minus na elektrodo (to se imenuje ravna polarnost), kovino se bolj segreje, območje tališča je ustvarjeno v globokem in ozkem. Takšna vključitev se uporablja v varjenju debele kovine in vodi do ekonomskih izdatkov elektrod. V nasprotni vključitvi (povratna polariteta) se elektroda bolj segreje in se porabi hitreje, območje taljenja je široko in plitvo. Zato se povratna polariteta uporablja le, ko se varjenje tanke pločevine kovine.
Posebne značilnosti pretvornikov
Kako kuhamo kovino pretvori spremenljivo napetost industrijskega omrežja v impulzno zaporedje višje frekvence in nato tvorimo konstanten napetostni tok. Zaradi prisotnosti elektronskega vezja, ki izvaja podatke o transformaciji, ima pretvornik majhen učinek na nastajajoče napajalnik med delovanjem, ima gladko prilagajanje izhodne napetosti, je značilna majhna teža in dimenzije. V smislu nastalega pretvornika ni slabša od druge podobne opreme. Zato so se varilni pretvorniki pred kratkim prejeli, ko so se cene za takšne naprave zmanjšale, zelo razširjena. Prednost take naprave je relativna preprostost njegove uporabe pri varjenju.
Kako izbrati pretvornik
Pomemben parameter pretvornika je obdobje obremenitve (PV) trenutnega vira. Ta vrednost, ki označuje učinkovitost pretvornika, prikazuje razmerje med varjenjem do časa prostega dela. Gospodinjski aparati ne delujejo neprekinjeno. Občasno se morajo ohladiti. Torej, vrednost PV 30% inverterja pomeni, da boste po vsakem 3 minute varjenja morali pričakovati 7 minut, dokler vir ne ohladi. Ko poskušate še naprej delati brez prekinitev, lahko enota gori. Ali bo delovala, in se bo izklopila. Zato morate izbrati pretvornik s PV vsaj 60% in največjim tokom najmanj 140 - 160 A.
Priprava na delo z pretvornikom
Če želite kupiti izkušnje, kako pravilno kuhati kovinski pretvornik, je priporočljivo, da delate s kovino, debeline vsaj 2-3 mm in uporabite elektrode 3 mm. Elektrode so bolje kupiti nove. Stara, zaprta, izposojena od drugih, z visoko verjetnostjo bo poslana in neprimerna za delo.

Kako kuhati kovino? Če je to vaša prva izkušnja, najprej poskusite narediti šiv na površini enega kosa kovine, ne da bi ga varili z drugo podrobnostmi.
Razmislite o zaporedju uspešnosti.
Prvič, Elektrodo je treba povezati z nosilcem in maso mase na varjeno prazno s pomočjo terminala. Drugi konci žic je treba kombinirati z izhodi pretvornika v neposredni polarnosti.
Drugič, Potrebno je omogočiti stroj in nastavite svoje izhodne parametre v skladu s priporočili, odvisno od debeline materiala materiala in izbrane velikosti elektrode.
Tehnologija varilnih kovin zagotavlja, da je za segrevanje kovine na želeno temperaturo, da dobimo visokokakovostni šiv, je potrebno vzeti ustrezno debelino elektrodnega materiala. Debelejši zadnji, večji sloj kovine se lahko ogreje in večji je tok, ki ga je treba namestiti na pretvornik, da tvori električni lok. Hkrati, bolj toka, hitreje se kovine topi in hitreje je elektroda porabi. Za tanko plast kovine pri visokem toku in debeli elektrodi so luknje pogosto oblikovane, nosijo material skozi. Z preveč, se tok ali električni lok ne pojavi, ali pa s svojim pojavom, izkaže slabo šiv, tako imenovani ne-pr.

Tretji paziti, da je oblikovanje električnega loka. Če želite to narediti, je treba pojasniti konec elektrode na mestu, ki je predmet varjenja, kot ujemanje v škatli, ne da bi odstranili konec elektrode iz kovine. V primeru obloka na kovini se oblikuje rdeče madež. Toda to še ni staljeno kovino, vendar je le tal, ki se tvori pri taljenju pihalnega plašča elektrode. Potrebno je čakati, obdržati konec elektrode na razdalji 1-4 mm od kovinske površine, dokler kovina na lokaciji ARC ne segreje do tvorbe tako imenovane varilne kopeli - kapljica staljena kovina, označena s svetlo oranžno barvo in teče iz toka.
Četrtič, se je treba premakniti v smeri šiva do enega ali dveh milimetrov konec elektrode, ki jo ponovno drži na določeni razdalji od kovine. Počakajte ponovno nastajanja kapljic, in tako naprej, ki se giblje po varilni šivi. Ko se elektroda dotakne kovinske površine, se ustvari kratek stik, lok izgine, pretvornik izklopi tok. Zato moramo pri izvajanju šiva poskušali prenesti stalno razdaljo med koncem elektrode in površine kovine, ki se približuje postopoma elektroda, kot jo je izgoreval. Namesto tega elektroda ne gori, ampak se tali, kovina v varilni cevi je oblikovana predvsem iz kovinskega jedra elektrode. Prašni premaz površine elektrode, talilne oblike pretoka in plinov, ki preprečujejo pretok kisika iz zunanjega zraka do kraja varjenja in oksidacije kovine, kot tudi pomoč procesu oblikovanja visokokakovostnega varilnega šiva.
V procesu varjenja je priporočljivo, da se elektrodo držite pod kotom približno 30 stopinj od pravokotne na varen del, da se tvori kompaktna varilna kopel, ki jo je treba oblikovati, in varjenje je bilo jasno vidno. Močnejša Elektroda je naklonjena v proces varjenja, bolj podaljšana v nasprotni smeri bo madež ogrevane kovinske površine in več časa za tvorbo varilne kopeli z isto tokovo močjo. Najbolj ozko madež talilne kovine se doseže z pravokotnim položajem elektrode na kovinsko površino. Toda v tem primeru je opazovanje z varilnikom težko za proces varjenja. Zato se ta položaj uporablja samo pri varjenju na težkih mestih.

Kako pravilno varjenje kovinskega pretvornika?
Reaviranje v zmogljivosti varilne šive na preprosti površini, lahko nadaljujete s spojino kovinskih delov. Postopek je podoben, razlika je v tem, da mora biti varjeni del vnaprej določen na pravem mestu s sponko ali na drug način, ko se pojavi varilna kopel, konec elektrode ni neposredno vzdolž šiva , in gigzak gibanja iz središča šiva na stran prvi, potem še druge podrobnosti, postopoma premikajo po šivom, ki jih povezujejo na ta način.
Glavna stvar - uspeh prihaja z izkušnjami. Z nakupom, lahko namesto z uporabo storitev strokovnjakov tretjih oseb (za kar veliko denarja) naučite izvajati varjenje dela z lastnimi rokami. Uspešno učenje in delo!
Crazy Builder.RU vam predstavlja podroben opis varilnega pretvornika. Pretvornik je varilni stroj, ki ga je mogoče kombinirati s pločevino pod vplivom električnega iztoka. Varjeni pretvorniki so postali pravi skok na področju varilnih strojev, saj so stari transformatorji dovolj težki in zapleteni. Pretvornik je dostopen vsakomur, dovolj je, da poznamo nekaj načel izvajanja s svojo pomočjo varilnega procesa. Velika prednost je, da ko varilni pretvornik, je manjše škropljenje kot pri varjenju iz transformatorja.

Posebnost pretvornika je najprej njegova majhna teža in maksimalne možnosti, s pomočjo katere je na voljo takšnim delom, ki so bile prej izvedene s kompleksnimi in težkimi enotami. Električna energija, ki jo porabi ta majhen aparat, se pošlje izključno delovanju loka, s katerim se izvede takojšen postopek varjenja.
Oprema je majhna občutljiva na kapljice napetosti v omrežju električne energije, ki jih opazujemo na podeželskih območjih. Če imate v zasebni hiši, obstajajo razlike, pri nakupu, bodite pozorni na priporočeno napetost v potnem listu pretvornika. Nekateri viri omogočajo varjenje elektrode d \u003d 3 mm celo pri 185 v napetosti v omrežju.
Mnenja strokovnih varilcev so nedvoumna: s pomočjo pretvornika je lažje obdržati varilni lok in dobiti lep visokokakovosten šiv.
Pred začetkom varilnega pretvornika ali OSS električnega varjenja
Inverter varilni stroji so zelo ekonomično in najbolj udobno delovanje, kar je zelo pomembno, zlasti za tiste, ki jih zanima varjenje pretvornik za začetnike. Kakšne so osnove varilnega pretvornika, tehnika dela z njim je pomembna za začetnike? Prvič, vredno je omeniti načelo delovanja pretvornika. Ker je pretvornik elektronski varilni stroj, potem glavna obremenitev dela z njim pade na električno omrežje. V primerjavi s starimi varilnimi stroji, vključitev v delo, ki je močno in maksimalno povečanje električne energije, zaradi katerih se električno omrežje celotne vasi pojavi, pretvornik ima akumulativne kondenzatorji, ki kopičijo elektriko in zagotavljajo, prvič, neprekinjeno Napajalnik, in drugič, nežno indirajte električni pretvornik loka. V precej razpoložljivi obliki se lahko tehnike varjenega pretvornika obvladamo neodvisno. In če imate vprašanje, kako se naučiti kuhati inverter varjenje, potem vam lahko zagotovimo več koristnih nasvetov, ki najprej je vredno plačati na proizvodnjo varjenja. Zelo pomembna točka je dejstvo, da je večji premer elektrod, več električne energije, ki ga porabi. Torej, če se odločite, da preverite svoj pretvornik v svojem delu, je treba približno izračunati največje število električne energije, porabljene z napravo, da ne zažgejo tehnike gospodinjstev v sosedah. Poleg tega, za vsak premer elektrode, je prikazan minimalni tok, to je, če poskusite zmanjšati trenutno trdnost, šiv ne bo deloval. Če se odločite za eksperimentiranje in povečanje moči toka, se bo šiv izkazal, vendar bo elektroda zažgala prehitro.
INVERTER: Pregled zunanje opreme
Zdi se, da je pretvornik, ki se je prodajal v trgovalsko mrežo, spominja na škatlo. Njegova teža je odvisna od moči aparata: 3 - 7 kg. Prenos opreme se izvaja z uporabo pasu ali ročaja. Hlajenje se izvaja skozi prezračevalne luknje v ohišju.

Na površini opreme se prikažejo naslednji ročaji in kontrolni kazalniki:
vklop in izklop naprave se izvede z preklopnim stikalom,
vrednost toka in napetosti je nastavljena z ročaji na sprednji plošči,
plošča vključuje kazalnike, ki obveščajo o napajanju in pregrevanju opreme,
na njeni plošči so izhodi, označene z napisi "+" in "-".
Poleg tega sta vključena dva kable. Ena od njih se konča z držalom za elektrodo. Na drugi strani je objemka na obliki, ki spominja na oblačilo, da utrjuje izdelek. Priključitev varilne opreme se izvaja skozi priključek, ki je na zadnji plošči naprave.
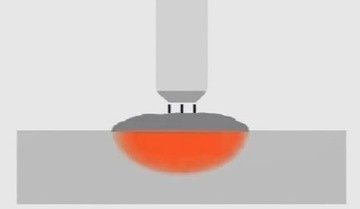
AZA Electrosvarka.
Da bi ugotovili, kaj se dogaja med varjenjem, je dovolj, da si ogledate predlagano sliko.

Arc se oblikuje iz stika kovinskega dela elektrode in varjene kovine. Pod delovanjem temperature obloka se začne taliti obeh varjene kovine in elektrode. Stalni del varjene kovine in kovinske palice elektrode na mestu loka tvorita kopel. Premaz elektrode je stopil. Del se spremeni v plinasto stanje in zapre kopel iz kisika.
Exling elektrode, ki ostane v tekočem stanju, je na vrhu tekoče kovine, varuje kovino iz zraka kisika v času varjenja in med hlajenjem.
Po končanem varjenju in kovinskem hlajenju se tekoči del hladilnega sredstva spremeni v žlindro, ki pokriva šiv od zunaj. Po popolnem hlajenju se žlindra enostavno odstrani pri dotiku s kladivom.
Elektroda se raztopi med varjenjem. Da bi ARC ne gre, je potrebno prenesti stalno razdaljo med elektrodo in kovino, tako imenovano dolžino loka. To se pridobi z dobavo elektrode v varilni coni z enako hitrostjo. Hkrati poskusite obdržati elektrodo natančno na spoje zvara.
Dodatni video na temo:
Lekcija o varjenju inverter za začetnike (korak po korakih)
1. Če želite začeti delo z varjenjem, morate imeti zaščitne elemente, in sicer:
- rokavice iz grobega tkiva (ne-gume);
- da bi zaščitili oči, se prepričajte, da kupite varilno masko z nameščenim zaščitnim filtrom, ki je izbran ob upoštevanju obsega varilnega toka. Bolj priročno za varjenje za nanos kameleonske maske. Filter, ki se uporablja v njem prepozna ARC in zatemni svoje parametre. Opomba, pri nizkih temperaturah, filter nima časa za delo na čas, pri temperaturah pod -100s kameleonska maska \u200b\u200bne zagotavlja zaščite;
- grobljena jakna in hlače iz naravnega gostega materiala, ki se ne vžge iz isker v procesu varjenja. Oblačila morajo zanesljivo zapreti vratu, ima dolge pritrdilne rokave, ki ščitijo roke;
zaprti usnjeni čevlji na debelih podplat.

2. Toda en aparat za začetek varjenja ni dovolj. Varilna dela zahtevajo razpoložljivost posameznih sredstev zaščite in pripravljalnih dejavnosti, namenjenih ustvarjanju varnih pogojev. Priprava kraja je naslednja:
Navedite prosti prostor na mizi za izvajanje varjenja. Odstranite vse preveč, kjer lahko pljuskanja dobijo.
Zagotoviti kakovostno pokritost dela.
Varilno delo se izvaja na lesenih tleh, ki ščiti pred električnim šokom.
3. Prilagodite varilni tok in izberite elektrodo. Z uporabo elektrode za varjenje pretvornika od 2 do 5 mm.Razkrijte varilni tok, odvisno od debeline delov in varjenega materiala. Običajno na ohišju pretvornika, je navedeno, kaj mora biti moč tega toka.
4. Če ste pravkar kupili v elektrodah za trgovanje z omrežjem, ste prepričani v njihovo kakovost, ta razdelek lahko preskoči. Informacije bodo pomagale pri pripravi elektrode, ki so bile shranjene v pogojih neogrevane mokre prostora. Da bi zagotovili visokokakovosten varjeni sklep, jih je treba posušiti v 2-3 urah pri temperaturi 2000. V ta namen lahko uporabite staro električno pečico.
Elektrode se odločijo strogo osredotočajo na blagovno znamko varjenih materialov. Za učenje lahko uporabite najpogostejše: ANO ali MR.
5. Povežite maso mase na valovabilno površino (označeno v rdeči barvi).

6. Da bi varilna povezava zanesljiva in kakovostna, je treba pred začetkom dela pripraviti varjena kovina:
- Popolnoma odstranite rjo iz robov s kovinsko krtačo.
- Obdelajte robove s topilom: bencin, beli duh.
- V pripravi, bodite pozorni na nedopustnost prisotnosti na robovih maščob, barvnih izdelkov.
7. Študija je bolje začeti z izvajanjem šivov v obliki valja na listu kovine velike debeline. Prvi šivi nastopajo na kovini, ki dajo na vodoravno površino mize. Mesti ravne črte na kovini s kredo na kovini, boste vodili valj in se osredotočiti med delom. Postopek varjenja se začne z Arc Arson.Varilni ARC obstaja dva načina:
- chirskage o kovini, kot pri ignoriranju tekem,
- tapkanje o kovinski površini.
Lahko poskusite osvetliti in obdržati loka z obema metodama. Zaželeno je pri spodbujanju, da ne pustite sledi zunaj varilnega območja. Arc se oblikuje iz stika elektrode in kovine. Varilec odstrani elektrodo na zelo majhno razdaljo, ki ustreza dolžini loka in zažene varjenje.

8. Hitrost varjenja.
Imeli bomo varilni šiv. OKLINA (Kovinska kovina od zgoraj) Odvijemo točenje majhnega kladiva (ali drugega trdnega in znojanja).

9. To moramo približno dobiti.

Poglej si posnetek:
Kontrolna prekinitev obloka
Kaj je dolžina loke ali lok? To je vrzel, ki je oblikovana v postopku varjenja med elektrodo in kovino. Osnove varilnega podjetja pravi, da je pomembna točka stalna kontrola in podpora enake vrednosti te vrzeli.
Kratek arc.

S kratkim lokom, približno 1 mm, se kovina segreje na majhni coni in širino širine, izkaže se konveksno. Namesto kovine in šiv je ta napaka mogoča kot vezilka. To je majhen utor blizu šiva in je vzporeden. Sublica zmanjšuje značilnosti moči šiva.
Dolg Arc.

Z dolgim \u200b\u200blokom je težko zagotoviti njeno stabilnost. Arc je slabo zaščiten pred zrakom atmosfere, manj segreje kovino in izkaže šiv nezadostne globine.
Normal Arc.

Zagotavljanje nenehnega vrzenja normalnega zneska bo privedlo do oblikovanja običajnega šiva, ki ima dober ponudnik. Običajna velikost loka je 2-3 mm.
Priljubljene napake pri zagonu:
Ko se je naučil nadzorovati dolžino obloka, lahko zagotovite optimalen rezultat. Arc tvori varilno kopel, ko gre skozi vrzel, taljenje glavne kovine in elektrode. Prav tako zagotavlja prenos v kad kovine.
Kako oblikovati varilni šivo in kakšne so napake
Kako se naučiti kuhati z varilnim strojem in se izogibajte napakam? S hitrim gibanjem elektrode med varilnim postopkom se oblikuje okvarjen šiv. Kopalna črta se nahaja spodaj kot površina osnovne kovine. Če Arc intenzivno in globoko prodre na glavno kovino, potiska kopel nazaj in oblikuje šiv. Zato je v procesu varjenja pomembno zagotoviti, da je šiv na ravni kovin. Pridobitev kvalitativnega šiva, ki jo zahteva globina, zagotavlja spretnost varilca. Poleg progresivnega gibanja vzdolž varilnega roba izvaja prečna gibanja, da zagotovi provinci in pridobi želeno širino šiva. Izbira katerih gibanja za izvajanje je osebno poslovanje varilca. Z debelino kovine do 4 mm, evropski standardi svetujejo prečna gibanja, ki ne izvajajo.
Kopel mora biti za toploto - spomniti je treba s spremembo smeri pri varjenju. Nastajanje substrata se pojavi, ko kovina elektrode ni dovolj, da se kopalnico popolnoma napolni, ko se premaknete čez. Da bi preprečili nastanek takega stranskega utora (podprijema), morate nadzorovati zunanje meje, skrbno spremljati kopalnico in, če je potrebno, da to storite tanjše.
Ko je elektroda rahlo nagnjena, je vsa moč poslana nazaj in šiv se promovira (pops up). 
Ko je elektroda v postopku varjenja preveč nagnjena, se sila nanese v smeri šiva, ki ne dovoljuje normalno kopalnice.

Po potrebi pridobimo ravno šiv ali premaknite kopel nazaj, da uporabite pobočja elektrode pri različnih kotih. Delo se začne s kotom od 45 ° do 90 °, saj vam omogoča, da gledate kopalnico in opravite običajno varjenje.
Varilec med delovanjem oskrbuje elektrodo v varilni coni s posebnim naklonom. Razstavite kotom varjenja naprej in kota nazaj. Ta tehnološka metoda vam omogoča, da prilagodite parametre šiva.

Ko varilni kot naprej, izkaže se šiv manjši v globini, vendar širše, kar je primerno za fino kovino. Tolstoy kovinsko varjenje se izvede s kotom nazaj, in več kovinskega ogrevanja je na voljo v globini. Pri opravljanju dela je zaželeno, da prenesete kote, določene na sliki. Modra velika puščica prikazuje smer varjenja - gibanje vara.
Dodatni video na temo:
Neposredna in povratna polariteta, ko varilni pretvornik
Postopek taljenja kovin med varjenjem se pojavi pod delovanjem toplote loka, ki je nastala med elektrodo in kovino kot rezultat kovine in elektrode na nasprotnih terminalih varilnega stroja.
Obstajata dve možnosti za izvajanje varilnega dela, ki se razlikujejo po vrstnem redu povezave, ki je prejela ime varjenja na neposredni in povratnemu polarnosti. Z neposredno polarnostjo se elektroda poveže z minus in kovino do plus, Na kovino je zmanjšan toplotni dovod. Območje taljenja je ozko, hkrati globoko.
Ko je povratna polariteta, je elektroda priključena na plus, in kovino na minus, pride do toplote v izdelku. Območje taljenja je dovolj širok, vendar ne globoko. Upoštevate lahko učinek katode čiščenje navito površino.
Kakšno polariteto se izbere pri varjenju? Varjenje se izvaja tako na neposredni kot v povratnem polarnosti. Pri izbiri se dejstvo upošteva, da je omrežni element bolj vroč, priključen na plus. Naslikal na sliki na rdeči površini med varjenjem.
Izvajanje finega kovin varjenje se boji prekrivanja in opekline. Izdelek je priključen minus in kuhan na povratni polarnosti. Debela kovina se kuha na neposredni polarnosti.
Učinek krmne stopnje elektrode
Hitrost varjenja in dobave elektrode mora zagotoviti zadostno količino staljene kovine v območje varjenja. Pomanjkanje kovin vodi do materiala.
S hitrim gibanjem elektrode vzdolž šiva močnost obloka ni dovolj za ogrevanje kovine, šivi izklopi plitve, leži na vrhu kovine, ne da bi plačali varjene robove. S počasnim napredkom elektrode je opaziti pregrevanje glavne in elektrodne kovine, kar je mogoče zapisati površino in deformacijo fine kovine.
Učinek trenutne trdnosti
Trenutna moč je nameščena na pretvorniku v skladu s podatki, prikazanimi v tabeli. Kot lahko vidite, te domnevne.

Moč toka in hitrost gibanja ima celovit učinek na varjeni šiv. Velik tok poveča globino za proglot in omogoča povečanje hitrosti gibanja elektrode. Z optimalno skladnostjo se hitrost trenutnega in juhe izkaže, da je konveksna in lepa, zagotavlja zahtevano globino zagotavljanja varjenih robov.
Varjenje procesne pretvornika tanke pločevine
 Kaj še pozorni na proces varjenja? O polarnosti elektronov. To je osnova za varjenje. S postopkom varjenja ima konstanten tok negativen in pozitiven nalog. Ko govorimo o tem, kako pravilno povezati varilni pretvornik, najprej se morate odločiti, kakšno vrsto pristojbin, kjer se povežete, na podlagi dejstva, da če je pozitivna naboj material, ki ga je treba privarjena, se bo segrela več. Če je pozitivna naboj priključena na elektrodo, se bo ogrela in zažgala. Tipična je povratna polariteta med varilnim pretvornikom, saj se domneva, da se vari tanke pločevine, in jih bodo zlahka zažgale. Torej, če ste v prvi vrsti zainteresirani za varjenje s tankim kovinskim pretvornikom, je treba posebno pozornost nameniti vzpostavitvi inverzne polarnosti pretvornika, kot tudi za normalno tokotno moč. Elektrode za pretvornik varjenje tanke kovine so priključene na "plus" na lok pretvornika, in "minus" na kovinsko pločevino.
Kaj še pozorni na proces varjenja? O polarnosti elektronov. To je osnova za varjenje. S postopkom varjenja ima konstanten tok negativen in pozitiven nalog. Ko govorimo o tem, kako pravilno povezati varilni pretvornik, najprej se morate odločiti, kakšno vrsto pristojbin, kjer se povežete, na podlagi dejstva, da če je pozitivna naboj material, ki ga je treba privarjena, se bo segrela več. Če je pozitivna naboj priključena na elektrodo, se bo ogrela in zažgala. Tipična je povratna polariteta med varilnim pretvornikom, saj se domneva, da se vari tanke pločevine, in jih bodo zlahka zažgale. Torej, če ste v prvi vrsti zainteresirani za varjenje s tankim kovinskim pretvornikom, je treba posebno pozornost nameniti vzpostavitvi inverzne polarnosti pretvornika, kot tudi za normalno tokotno moč. Elektrode za pretvornik varjenje tanke kovine so priključene na "plus" na lok pretvornika, in "minus" na kovinsko pločevino.
V pogojih zasebne hiše je natančno varjenje tankih delov. Ker lahko najmanjše napake privedejo do kovinskega gorilnika. Pred začetkom dela s tankimi detajli poskusite obvladati glavne žige na kovinski debelini kovine.
- Sledite varjenju pri najnižji priporočeni trenutni vrednosti.
- Šiv izvede kot naprej.
- Bodite prepričani, da dobrodošli na povratni polarnosti.
- Velik problem pri izvajanju finega varjenja je deformacija dela. Da bi ga zmanjšali, pritrdite elemente med varjenjem.
- Pri izvajanju trakov na dolgih izdelkih, več kot 0,5 m, začnite staviti od sredine izdelka na robove.
Najpogostejša zahteva na internetu za tiste, ki se želijo naučiti delati inverter, je "varilni pretvornik za začetnike." Nudimo na straneh vašega spletnega mesta edinstven video, na katerem si lahko ogledate vsa načela delovanja inverter za začetnike.
In dovolili vam bomo nekaj več nasvetov o učenju pretvornika varilnega procesa:

Več Video na temo:
Preglejte videoposnetek, kako pravilno delati z varilnim pretvornikom in smo prepričani, da se varilni proces ne bo težaven za vas. Pred gledanjem videa previdno preberite opis varjenja, ki je napisan v našem članku.
Inverter za varjenje videa:
In končno, kako pravilno izbrati varilni pretvornik?
Priporočamo vam:
Komentarji:
Facebook (x)
Vkontakte (0)
Normalno (37)
- Anatoly.
Zelo dober in uporabn izdelek! Všeč mi je bilo, da ga je prebral naravnost, hvala za tako podrobno analizo različnih odtenkov v weld poslovanja. Bomo praktični!)
- Volodimir.
Pan Maister. Jaz sem pravanten za zavariavati pídkzhіt, i vistaviv priporočljivo huming ale shoso windo nežen spaluє elektrodtrod í polarnіst nivi normalno, ni nikogar, ki mu ne moreš biti všeč IX.
- Dmitriy.
Varilec Kijev, varjenje po dostopnih cenah
Če potrebujete pomoč, tukaj v komentarju, vedno pomagajte) - Anton
najlepša hvala!!!
- Valery Anatolievich.
Zelo koristen video za začetnike, koristne informacije kot celota in uporabna stran! Hvala vam! Vso srečo v vašem delu!
- Tatyana.
Potrebujem mojster, ki bi varil kovinsko krono na ikone plač. Kovinska medenina.
- Sonya.
Hvala, član je bil zelo všeč in komentarji
- Alexander (Foreman)
Dragi prijatelji, ta mesec je bil ta članek obravnavan 8272-krat, kar je visok indikator. Priporočite članek prijateljem v družabnih omrežjih, da bi še več koristi za novice varilce.
- Alexander.
povej mi v polarnosti. + za povezavo z elektrodo ali na maso. In potem je napisano povsod na drugačen način. Varjenje je prenehalo služiti kovine, ki sem jo popravil po popravilu, ki sem ga nekoliko povedal. Treba je povezan - povezati A + na maso in v nasprotju Nasprotno, je napisana + elektroda - masa.
- Dmitriy.
Fantje, želim povedati naslednje, zadostuje praksa varjenja kovin. Danes bom kuhal kovino kot plastne na plazil, zlahka lahko enostavno z misci, v stropu, pivo luknjo s premerom 40-100mm brez obliže, in tako naprej, na kratko do užitka. Tako spretnost, in to se je zgodilo v letih 18nazad, prejeto takoj, ko je začel videti in razlikovati med barvo kovine med ogrevanjem loka. Zato menim, da je najpomembnejša znanja med sežiganjem ARC: 1. Razlikovati žlindre iz kovine. 2. Oglejte si temperaturo toplotne segrevanja v svoji barvi. Naučite se teh stvari in se boste odločili, kako je vse enostavno in preprosto.





