Stans. Hengerművek. Absztrakt: Hideghengerművek Hideghengermű lemezekhez
folyamatos malmok 4-5-6 állvánnyal.
Egyállványos többhengeres irányváltó malmok
Ezeket a malomokat sokféle lemez kis tételben hengerelésére használják, különösen olyan acélminőségekből, amelyek nehezen deformálódnak. A malmok könnyen felállíthatók és tetszőleges számú menettel hengerelhetők. A vaskohászatban leggyakrabban kvartó- és 20-hengeres malmok használatosak.
Az egyállványos malmokon két hengerlési módszert alkalmaznak:
laphengerlés vezessenek a quarto ketrecbe. A kezdeti munkadarab egy melegen hengerelt pácolt lemez, amelynek vastagsága 3-10,5 mm; hengerelt lapok végső vastagsága 1,5-ig mm.
Gördülő szalag. A hengerlést 20 munkahenger átmérőjű hengerműben végzik D p=3-150 mm, hordó hossza L b = 60-1700 mm.
Az ilyen malmok választéka 0,57-0,60 vastag vékony csíkokat tartalmaz mm, szélessége 1700-ig mm. A kezdeti munkadarab pácolt melegen hengerelt tekercselt szalag, amelynek vastagsága 3-4 mm. 0,002-0,10 vastagságú szalagok hengerelésekor mm a kezdeti munkadarab 0,03-1,0 vastagságú hidegen hengerelt szalag mm, amely "fényes" lágyításon esett át.
Az egyállványos irányváltó malmok elülső és hátsó oldalán csévélőkkel vannak felszerelve. A hengerlés több menetben történik, a szalag egyik csévélőről a másikra visszatekercselésével, nagy szalagfeszültséggel a csévélők és a munkaállvány között, technológiai kenőanyagok kötelező alkalmazásával a súrlódási erők gördülési erőre gyakorolt hatásának csökkentése érdekében. ábrán A 33. ábra egy húszhengeres hidegszalag malom diagramját mutatja.
Rizs. 33. Húszhengeres hideghengermű vázlata:
1 - munkatekercsek; 2 És 3 – közbenső és tartalék tekercsek; 4 – szalagvastagság mérő; 5 És 7 – feszítőeszközök; 6 - Zenekar; 8 – csévélődob
A malomban csak két munkahenger van, amelyek deformálják a szalagot. A fennmaradó hengerek támasztóak, és úgy vannak kialakítva, hogy csökkentsék a munkahengerek meghajlását.
Folyamatos vékony szalagos hideghengerművek
A folyamatos malmokat viszonylag szűk szalagválaszték jelentős gyártási mennyiségéhez használják. A korszerű folytonos malmok 5-6 nem megfordítható kvartó állványból állnak, a szalag minden állványban egyszerre található. Minden lelátón csak egy passz történik. A folyamatos malmok elöl decoilerrel, hátul csévélővel vannak felszerelve.
A folyamatos hideghengerművek gördülőállománya melegen hengerelt előpácolt tekercs, olajozott felülettel. A melegen hengerelt tekercsszalagot folyamatos szélessávú meleghengerművekből nyerik. A hengerlés vastagsága a késztermék vastagságától függően 2-6 mm.
A hideghengerlés során a fém nagy nyomása a tekercseken keletkezik a fém deformáció során bekövetkező keményedése és a külső súrlódási erők nagy befolyása miatt. A feltekercselt szalag hideghengerlése az állványok közötti, valamint az utolsó állvány és a csévélő közötti szalag jelentős megfeszítésével történik, technológiai kenőanyagok kötelező használatával. A szalag feszessége jelentősen csökkenti a fém nyomását a tekercseken, ami lehetővé teszi a szalag nagy redukciókkal történő hengerlését minden egyes menetben, és hozzájárul a szalag szoros tekercseléséhez a tekercselőre és stabil helyzetéhez a tekercsek között, a szalag nem mozog a tekercs hengere mentén. A technológiai kenőanyagok használata a súrlódási erők hatásának csökkenéséhez, a fém hengerekre gyakorolt nyomásának csökkenéséhez vezet.
A 0,2-3,5 vastagságú szalagokat 5 állványos folyamatos marógépeken hengerelik mm, 6 kalitkán 0,18-1,0 vastagságban mm. Az ezeken a malomokon hengerelt szalagok szélessége akár 1200 is lehet mm.
Folyamatos malmokon két hengerlési módszert alkalmaznak:
Tekercshengerlő szalagok. Minden tekercset külön-külön tekercselünk.
A hengerelt szalag végtelen görgetése. A szomszédos tekercseket hengerlés előtt tompahegesztéssel végzik.
A folytonos tekercshengerlés és a végtelenített hengerművek diagramjait az ábra mutatja. 34.

Rizs. 34. Folyamatos hengerműrendszerek ( de) És
végtelen ( b) gurulás:
1 - letekercselők; 2 – munkaállványok; 3 - csévélők; 4 - olló; 5 - tompahegesztő gép; 6 - hurokképző eszköz; 7 - repülő olló
Tekergetés közben (34. ábra, de) a raktárból származó pácolt melegen hengerelt tekercsek daruval a hideghengermű előtti szállítószalagra kerülnek, ahonnan egyesével a decoilerbe kerülnek. Ezután az elektromágneses kart leengedjük, a mágnes magához vonzza a tekercs végét, felemeli és az adagológörgőkbe táplálja. Ezek a görgők továbbítják a szalagot a bevezetőbe, amely befogja és behelyezi az első állvány tekercseibe.
A hengerlési folyamat alacsony, 0,5-1,0 töltési sebességgel kezdődik m/tól től. A szalagot betáplálják az első állványba, átengedik az összes állvány tekercsén, és a csévélődobhoz irányítják. Amikor 2-3 tekercsfordulat keletkezik a csévélődobon, a malom 30-40-es munkasebességre gyorsul. m/tól től. Amikor áthalad a szalag hátsó végének tekercsein, a sebesség ismét csökken. Mivel a szalag nagy része változó sebességgel van hengerelve, ez a hengerlési feltételek megváltozásához, a gördülési erőhöz, az állvány rugalmas alakváltozásához, végső soron pedig a szalag vastagságának változásához vezet a hossza mentén.
A szalag minőségének jelentős javulása végtelenített hengerműveken érhető el (34. ábra, b), amelyre a hengerlésre előkészített hengerek végeit a malom előtti áramlásban hegesztik. Ennek eredményeként az elülső töltési műveletek csökkennek, a hengerlési sebesség csak akkor csökken, amikor a hegesztési varratok áthaladnak a hengereken, illetve nő a termelékenység és csökken a fémfogyasztási együttható. A folyamat folytonosságát a szomszédos hengerek végeinek hegesztésekor, amelyekhez a szalagok leállítása szükséges, a hurokakkumulátor jelenléte biztosítja 6 . Amikor a tekercshegesztési folyamat befejeződik, a szalagon ismét hurkos akkumuláció jön létre, az utolsó állvány elhagyása után a szalagot repülő ollóval levágják 7 és feltekercselőkre 3 .
A folyamatos hideghengerműveket nagy termelékenységű műhelyekben telepítik speciális választékú szalagok és lapok gyártására. A folyamatos malmok nagyobb fokú gépesítéssel és automatizálással, valamint magasabb műszaki paraméterekkel különböznek a megfordíthatóktól a tekercs tömege, hengerlési sebessége, főhajtási teljesítménye tekintetében; ezeknek a malmoknak a termelékenysége magasabb, mint a fordított malmoké.
Vékony, 1370-2350 mm széles és legfeljebb 30-35 tonna tömegű (minimum 0,22-0,25 mm vastagságú) szalagok hideghengerlésére négyállásos négyhengeres malmok szolgálnak: késztermékek a formájú lapokat elsősorban az autóipar számára szánják. A szükséges szalagszélességnek megfelelően a malmok hengereinek hordójának hosszát 1525-2500 mm-re kell venni; a gördülési sebesség eléri a 20-25 m/s-ot.
A folyamatos ötállásos négyhengeres malmok vékony (minimum 0,22-0,25 mm vastagságú), 2150 mm széles és 40-60 tonna tömegű szalagok hengerelésére használhatók, 25-30 m sebességgel. / s 2000-2200 mm-ig terjedő farkashordóhosszúsággal, valamint elektromos (transzformátor és dinamó) acél bádog és iszap szalagok hengerelésére, minimum 0,15-0,18 mm vastagságban, 1300 mm szélességű és a súlya akár 15 tonna 30-37 m/s sebességgel 1200-1420 mm-es tekercsek hordóhosszánál.
A folyamatos hatállású négyhengeres malmok vékony fémlemezek hengerelésére szolgálnak, amelyek vastagsága 0,08-1,0 mm, szélessége 500-1300 mm, tömege legfeljebb 30-46 tonna (a projektnek megfelelően) 30-40 m/s-ig (hengerhordók hossza - 1320-1450 mm-ig). A vékony ónt az iparban késztermékként (konzervipari, vegyipari és egyéb iparágakban) vagy hengerelt termékként használják különösen vékony, 0,04-0,075 mm vastagságú ón előállításához. A vékony szalagok hideghengerlésére szolgáló folyamatos malmok termelékenysége eléri az évi 1,5-2,5 millió tonnát, a bádoghengerlés pedig a 0,7-1,0 millió tonnát évente.
A hideghengerlés során sima felületű vékony szalagok és pontos vastagságmérések (a szalag szélessége és hossza mentén) eléréséhez a tekercseket és a munkaállványt jelentős merevséggel kell jellemezni. Erre a célra négyhengeres malmokat használnak nagy átmérőjű póthengerekkel és zárt ágyásokkal. A vékony szalagok „kigöngyöléséhez” a tekercseknek a lehető legkisebb átmérővel kell rendelkezniük, amelyet a gördülőhenger nyakának erőssége határoz meg a nyomatékátvitel során.
A munka- és tartalékhengerek kovácsolt ötvözött acélból készülnek, köszörült hordóval. A tekercsek hordójának keménysége (Shore szerint): munka 95-105 és alátámasztás 50-60. A folyamatos malomban a munkaállványok 4500-5000 mm távolságban helyezkednek el. Az egyes állványok munkahengereit egy 3-5 ezer kW teljesítményű egyenáramú (egy vagy kettő) villanymotor hajtja, sebességszabályozással széles tartományban fogaskerekes állványon (vagy anélkül) és univerzális orsókon keresztül.
A pácolt szalagtekercseket emelődaruval vagy elektromos autóval (karos markolattal) szerelik fel a szállítószalagra, és felváltva a malom decoilerbe táplálják. Az összes állvány tekercse kezdetben töltési sebességgel (0,5-1 m/s) forog. A tekercsen lévő szalag elülső vége meg van hajlítva (mágneses vagy kaparóhajlítóval), egy huzalos (görgős vagy lapos) asztalon keresztül, sorban betáplálják az egyes állványok tekercseibe, és rárakják a csévélődobra. Vékony szalag (legfeljebb 0,5 mm-es) tekercselésekor a végét nem a dob nyílásába csavarják, hanem övkorbács segítségével feltekerik a dobra (az első 2-3 fordulat).
Az állványok közötti szalagvastagság automatikus szabályozása érdekében hengereket szerelnek fel a szalag feszességének és repülési mikrométereinek mérésére (vastagságmérők az első és az utolsó állvány mögött). Az utolsó állvány és a tekercs között vezetőgörgő található. Után a csévélődobon lévő szalag elülső végének tankolásával az összes állvány tekercsének sebességét a maximális üzemi sebességre növeljük. A hengerlési folyamat 5-10 percig vagy tovább tart, attól függően tekercs súlya. A hengerlés vége előtt a hengerek sebessége csökken: a hengerelt szalag tekercsét lenyomják a csévélődobról, és hőkezelésre vagy elektrolitikus tisztításra küldik.
A hengerlési erő csökkentése és a vékony csík viszonylag nagy átmérőjű pálcikákban való "kigöngyölésének" lehetősége a szalagra hengerlés során kenőanyagot szállítani ( nál nél gördülő gesztus - pálmaolaj vagy annak helyettesítői, vastagabb csíkok hengerelésekor - olajos emulzió).
A folyamatos malom szalaghengerlése általában egy menetben történik. Bizonyos esetekben (pl. szilícium elektromos acél hengerelésekor) a kész szalag kívánt vastagságának és tulajdonságainak (mágneses, mechanikai) elérése érdekében az első áthaladás után a tekercset izzítják, majd ugyanazon újra hengerelik. malom.
Az egyállványos, megfordítható négyhengeres malmok (ritkábban a kétöntős malmok) felépítésükben hasonlóak a folyamatos gépekhez. Ezeken a malomokon a hengerlés több fordított menetben történik, ezért a malom kimeneti oldalán egy csévélő, a bemeneti oldalon pedig egy második csévélő van felszerelve a decoiler mellett.
Az irányváltó hideghengerműveket kis gyártási volumenű (50-120 ezer tonna / év) műhelyekbe telepítik, alacsony szén-dioxid-kibocsátású, ötvözött és elektromos acélokból készült szalagok széles választékával. Egyes esetekben az irányváltó malmokat nagy kapacitású hideghengerműhelyekben is beépítik a folyamatos hengerművek mellett. Kialakításuk szerint az irányváltó malmok olyan marókra vannak osztva, amelyek meghajtása a munkahengereken és a tartalék hengereken keresztül történik.
A megfordítható négyhengeres malmok főként 1000-1200 és 2000-2300 mm közötti hordóhosszú hengerekkel készülnek (amelyek a szalagok hengerlését biztosítják szélessége és vastagsága 6000 vagy annál nagyobb arányában; a hengerek tömege 30 45 tonna, a gördülési sebesség 10-20 m /-től.
Vékony (0,2 mm-ig) és keskeny (max. 500 mm-es) szalagok hengereléséhez megfordítható négyhengeres marókat is használnak, de kis átmérőjű munkahengerekkel (80-100 mm). Mivel az ilyen hengereket nehéz meghajtotta (a tekercsnyakok nem megfelelő torziós szilárdsága miatt), ezeket tartalékhengereken keresztül hajtják meg.
Különböző iparágak nagy igénye miatt a vékony (0,1-0,5 mm vastag) és a legvékonyabb (maximum 1,0 mikron) szalagok (szalag és fólia) iránt nehezen deformálódó ötvözetekből, beleértve a magas széntartalmú és korrózióálló acélokat is A megnövelt keménységű többhengeres irányváltó malmok fő előnye a munkahengerek kis átmérője (3-50 mm), amely csökkenti a szükséges hengerlési erőt, és lehetővé teszi a hengerlés jelentős csökkentését. egy menet - akár 40-50% és a teljes csökkenés (köztes hőkezelés nélkül) akár 90%.
Mivel a többhengeres (tizenkét és húszhengeres) állványok kis átmérőjű munkahengerekkel vannak felszerelve, amelyeket több sor támasztóhenger és tolatógörgő támaszt alá, ezért a munkahengereken szinte lehetetlen áthajtani a falat, így két közbenső sorból négy tartalék tekercset hajtanak végre. A munkaállvány ágya egy masszív acél monoblokk, nagy merevséggel. A hengerlés során a keretben lévő feszültség legfeljebb 2,5 MPa megengedett, azaz 20-30-szor kisebb, mint a négy hengerállvány kereteinél. A minimális átmérőjű munkahengerek használata, valamint a hengerrendszer és a keret nagy merevsége lehetővé teszi a vékony és legvékonyabb, nagy szilárdságú szalag (300-400 kN nagy feszültségű tekercseléssel) hideghengerlést ezeken a malomokon. ).
Mindenekelőtt megemlítendő a négyhengeres folyamatos típusú malmok kiterjedt építése, amelyek négy és öt szalaggyártó állványból, valamint öt és hat bádoggyártó állványból állnak. A legfejlettebbek az 1700-2200-as, 45-60 tonnás szalagok tekercsben történő hengerelésére, legfeljebb 30 m/s sebességgel, valamint a hatállásos, 1320-1450-es, négyhengeres bádogmalmok a legfejlettebbek, 33-46 tonna súlyig, 38-40 m/s sebességgel fémlemezek hengerlésére tervezve. a világon először 1971-ben a Nippon Kokal cégnél (Japán) egy teljesen automatizált, folyamatos ötállású 1420-as malmot helyeztek üzembe számítógépes vezérléssel a 0,15-1,6 mm vastagságú bádoglemez „végtelen” hengerlésére. 30 ,5 m/s sebességig.
A megfordítható hideghengerművek területén külföldön széles körben alkalmazzák a többhengeres (húszhengeres) hengerműveket. Szintén használatosak a Schloemann - Siemag (Németország) által tervezett MKW típusú malmok, kis átmérőjű (125-250 mm) munkahengerekkel, a támasztóhengerek függőleges tengelyéhez képest eltolva, és emellett oldalsó támasztóhengerekkel megtámasztva. áthajtva a tartóhengereken.
Különféle típusú modern hideghengerművek épültek hazánkban: folyamatos négyállványos 2500 és 1700 típusok; öt állványos 1700 és 1200, valamint megfordítható négyhengeres és többhengeres. Az elmúlt években hideghengerműveket indítottak a szénacélszalag hengerlésére szolgáló 2030-as folyamatos ötállásos hengerművel, valamint a fémlemez hengerlésére szolgáló, folyamatos hatállású 1400-as hengerművel. Ezeket a malmokat magas műszaki paraméterek jellemzik; Ezeknek a malmoknak egy nagyon fontos technológiai jellemzője a „végtelen” szalaghengerlési eljárás alkalmazása.
A hengermű olyan berendezés-együttes, amelyben a fém forgó hengerek között plasztikusan deformálódik. Tágabb értelemben - olyan géprendszer, amely nemcsak hengerlést, hanem segédműveleteket is végez: az eredeti tuskó szállítása a raktárból fűtőkemencékbe és hengerekbe, a hengerelt anyag egyik kaliberből a másikba átvitele, billentése, szállítása. fém hengerlés után, részekre vágás, jelölés vagy márkajelzés, egyengetés, csomagolás, késztermékek raktárba szállítása stb.
A hideghengermű (SHP) fővonalának elemei
A hideghengerművek fő vonala általában ugyanazokból az elemekből áll, mint a meleghengerművek: munkaállvány, ágyak, hengerek, orsók, fogaskerekes állvány, főtengelykapcsoló, sebességváltó, motortengelykapcsoló, villanymotor.
A hideghengerműveken a hengerek egyedi és csoportos meghajtását egyaránt alkalmazzák, munka- és támasztó- és közbenső hengereket is, a hengerek típusától és választékától függően. A legszélesebb körben használt séma a tekercsek egyedi meghajtása. Alkalmazása lehetővé teszi az elektromos motorok számának csökkentését és az optimális áttételi arány kiválasztását az NSHP állványaihoz. Egyedi görgős hajtás alkalmazása esetén nincs fogaskerekes állvány, a motor nyomatéka kombinált sebességváltón keresztül történik. A kombinált sebességváltókon általában nem használnak 1:1 áttételt.
A nagy sebességű SHP-hez hordó alakú fogprofilú fogazott orsócsatlakozásokat használnak. A legnagyobb eltolódási szög teljes üzemi nyomatéknál egy ilyen csatlakozásnál 10-30° (2°-os görgőváltással).
Ezenkívül a hideghengerművek orsócsatlakozással rendelkeznek, amely két fogazott perselyből áll, amelyeket a kombinált sebességváltó tengelyeinek végére ültetnek; két kapocs, amely összeköti a perselyeket; négy persely az orsótengelyekre ültetett; két tengely; két féltengelykapcsoló a munkahengerek végére; kiegyenlítő eszköz (csak a munkahengerek átrakodása során használatos azok rögzítésére).
Az SHP fő tengelykapcsolójaként a hordófogú fogaskerekes tengelykapcsolókat használják. Két perselyből és két bilincsből állnak, amelyeket vízszintesen elhelyezett csavarokkal ellátott csatlakozó köt össze.
A munkaállványok kialakítását elsősorban a hengerelt szalagok köre, a munka jellege és a tekercsek száma határozza meg. A lemeztermékek hideghengerműveihez négyhengeres állványokat használnak. A munkahengerek kúpos négysoros görgőkkel ellátott gördülőcsapágyakba vannak felszerelve. A gördülési erőt a munkahengerek érzékelik, átadják a tartalék hengerek hordóira, majd a HPU nyakára. Ezen munkahengerek ékei nem érintkeznek a támasztóhengerek ékeivel, ezért a munkahengerek függőleges síkbeli rugalmas alakváltozásai a rugalmas alapokon lévő gerenda séma szerint jönnek létre.
A HPU nagyobb pontosságot biztosít a vezérlési műveletek kidolgozásában, mivel kizárja a holtjátékot és a nyomócsavar rugalmas meghúzását, amikor terhelés alatt elforgatják, amelyek jellemzőek az elektromechanikus NU-ra. Ezenkívül a HPU alacsony kopással, nagy megbízhatósággal és könnyű karbantartással rendelkezik. Kompaktabb és kevésbé fémintenzív, ami lehetővé teszi a munkaállvány kompakt kialakítását és merevségének növelését. A felül található HPU kényelmesebb és 10-15%-kal olcsóbb, mint a tartalék tekercs alsó alátét alatt elhelyezett készülékek.
A hengermű olyan berendezés-készlet, amelyet a fémek hengerekben történő plasztikus deformációjára (magának a hengerlésére), valamint szállítási és segédműveletekre terveztek. A hengerműhelyek vagy részlegek felépítése általában magában foglalja a hengermű fővonalának berendezéseit, amelyek nagyoló, közbenső és befejező munkaállványokból és erőátviteli mechanizmusokból állnak, valamint fűtőkemencékből, vízkőmentesítési rendszerekből, szállítási, vágási, hőkezelési berendezésekből , hengerelt termékek kikészítése, egyengetése, tekercselése, jelölése, csomagolása stb.
A hengergyártás fő feladatai meghatározott méretű és formájú kész hengerelt termékek előállítása a szükséges mennyiségben, a lehető legalacsonyabb költséggel, magas szintű fizikai és mechanikai tulajdonságokkal és felületminőséggel.
A szakaszos hengerműveket egy- és többszálas hengerművekre osztják.
A tekercsek elhelyezkedése szerint az állványokat vízszintesre, függőlegesre és univerzálisra osztják, de a gördülés iránya folyamatos és megfordítható.
A gyártott termékek paramétereitől függően a profilhengerművek az alábbiak szerint vannak felosztva.
· Közepes minőségű Kör 75 mm-ig;
Formázott profilok 90 mm-ig
· Kis méretű kör 30 mm-ig;
Formázott profilok 40 mm-ig
· Huzalrúd?6-10 mm
A korszerű hengergyártás során fokozott követelményeket támasztanak a szükséges tulajdonságokkal rendelkező termékek beszerzésével szemben, amelyek biztosítják a berendezések tömörségét, sokoldalúságát, hatékonyságát, karbantarthatóságát és energiaintenzitását.
A hengerelt termékek méretpontosságának és kidolgozásának minőségével szemben támasztott megnövekedett követelmények mellett nagy figyelmet fordítanak a berendezések gyártási rugalmasságára, az eltérő választékra történő azonnali átkonfigurálás lehetőségére, valamint a javítási és karbantartási leállások csökkentésére.
Hajlamos a késztermék paramétereihez közeli alakú és méretű tuskó öntésére, ami jelentős változásokat vezet be a hengerlési folyamatban: a szükséges menetek és gördülőállványok száma csökken a megfelelő tervezés egyszerűsítésével, csökkenéssel. méretekben és fajlagos energiafogyasztásban azonban a nyúlási együttható csökkenése megnövekedett követelményeket támaszt a keletkező hengerelt termékek szerkezetével szemben, és szükségessé teszi a hőkezelés széles körű alkalmazását.
A modern fémtermékek piacának trendjei a hengerelt késztermékek választékának csökkenésében és az acélminőségek szélesebb választékában nyilvánulnak meg. Mindenesetre a legmagasabb termelékenység elérése érdekében más méretű, profilú vagy acélminőség hengerlésére való áttéréskor biztosítani kell az átállási folyamat minimális időtartamát, valamint csökkenteni kell a berendezés karbantartásával járó állásidőt.
A fő termékek épületszerelvények, huzalrudak, huzalok, szögletek, hatszögek stb.
Hideghengerművek vas- és színesfém-szalagokhoz
A vas- és színesfémszalagok hideghengerművei olyan berendezések, amelyek hideg alakformálás útján történő anyagok hengerlésére szolgálnak. Ez azt jelenti, hogy az alapanyagot hengerlés előtt nem hevítik fel kemencében.
Ezzel a hengerlési módszerrel minimális vastagságú, egyenletes fényes síkú, pontos keresztmetszeti méretekkel és az anyagtulajdonságok homogenitásával rendelkező vékony szalagot vagy szalagot állítanak elő. A hideghengerlés során lehetőség van a megmunkálandó fém mechanikai tulajdonságainak megváltoztatására a redukciók és a hőmérsékleti hatások szükséges paramétereinek megválasztásával. Széles körben elterjedt az anyagok hideg állapotú hengerlése hideg alakváltozással, és a hidegen hengerelt termékeket ma már iparunk szinte minden területén széles körben alkalmazzák.
A késztermék előállítása során esetenként a teljesen hideghengerléssel kapott tulajdonságokat használják fel, például a szalag méretének pontosságát max. 0,002 mm, javítva a gördülési szilárdság során. A vastag szalagok keményítésekor néha az a cél, hogy a hengerléssel nyert szalag mechanikai tulajdonságait javítsák. A mai hideghengerművek modern kialakítása sokkal fejlettebb a hengerlési sebesség, illetve a különböző típusú támasztó- és munkagörgős csapágyak jobb axiális vagy radiális teherbírása, valamint élettartama tekintetében. Szintén megjelentek az állványok között létrejövő hengerelt szalagok feszességének mérésére, szabályozására, a szalagvastagság automatikus szabályozására és a vastagságkülönbségek kiküszöbölésére szolgáló új rendszerek is.
A fenti fejlesztések részben a már működő hideghengerlő egységeken valósíthatók meg, melynek eredményeként a malom már üzemelő blokkjainak termelékenysége különösebb pénzügyi ráfordítás nélkül növelhető.
A "szalag" fogalma a szalag vastagságához kapcsolódik, mert egy bizonyos pontig nehézségekbe ütközött egy széles szalag vastagsága? 0,2 mm, ebből a szempontból a tekercsek, amelyeket egy vastagságú csíkra kellett tekerni? 0,2 mm, hengerlés előtt fel kellett oldani, i.e. hosszirányú felosztás több sávra. Ezt követően a hosszirányban vágott csíkokat kisebb átmérőjű és kisebb hordós tekercsekkel hengerelték.
Ma a többhengeres hengersorok meglétével, ahol a tekercsek száma elérheti a 20-at is, nincs értelme a tekercs hosszirányú feloldásának, mert lehet vékonyabb és szélesebb szalagokat hengerelni egy többhengeres egységen. . Gondolni kell arra, hogy a közeljövőben min. 1000 mm és 0,05 mm vastag. És csak ezután kerül a csík a feloldódásba, ahol hosszirányban a kívánt szélességű csíkokra osztják. A keskeny szalagmalmokon azonban nagyon vékony szalagokat, speciális ötvözetek és anyagokat hengerelnek majd.
A rendkívül vékony szalagok gyártása kapcsán sokkal szigorodtak a vastagságuk állandóságára vonatkozó követelmények; egységességére. A szalagprofil fogalma összefügg a vastagságváltozás fogalmával, amely a középpontjában lévő szalag vastagsága és a szalag szélétől vagy szélétől bizonyos távolságon belüli vastagság közötti átlagos különbségre utal.
Nyilvánvaló, hogy a hidegen hengerelt szalag profilja a meleghengerlési sorból származó eredeti tekercs síkságától függ. Például egy hidegen hengerelt termék konvex profilja szinte teljesen megismétli a melegen hengerelt gyártásból származó alapanyag profilját.
A szalagra gyakorolt hőmérsékleti hatások, a deformációs folyamat sebessége, az állandó rés a deformációs zónában és a szalag feszültségi paramétere befolyásolja a fém vastagságának változását a szalag teljes hosszában. Ez a vastagságváltozásra gyakorolt hatás nem korlátozott, mivel a támasztóhengerek hengerének csiszolásának pontossága is fontos. A tartóegység kialakítása és a hengeres csap kialakítása (henger vagy kúp formájában) meghatározza, hogy a köszörülés során elért méretek pontosságának meghatározásakor melyik szabályozási módot részesítjük előnyben.
Számos egyéb tényező is befolyásolja a fémvastagság különbségeit a szalag teljes hosszában. Nyilvánvalóan az anyag vastagságának ingadozását a hengerlés közbeni sebességváltozás is okozhatja. És ezt egyszerűen lehetetlen elkerülni, különösen az egység fékezése vagy gyorsítása során.
A hengerek és a hengerelt anyag között létrejövő súrlódási tényező megváltozik, ezáltal vastagság-ingadozást okoz. A hengerlési mód konzisztenciája nagyban hozzájárul a szalagvastagság leolvasásának stabilitásához. A hengereket minimális megszakításokkal kell a malomba adagolni. Ezután szinte folyamatos hengerlési folyamat jön létre, ami a szükséges hőmérsékleti rendszer kialakítását jelenti, amely befolyásolja a hengerek profilját. A tekercsek közötti jelentős szünetek hozzájárulnak a megállapított üzemmódok megsértéséhez, beállításuk szükséges, és a kész szalag paraméterei sok kívánnivalót hagynak maguk után. A hidegen hengerelt acél vastagságának változását a malom rossz minőségű póthengerei okozhatják. A hengerhordók köszörülésekor meg kell őrizni az őrlés pontosságát, ami a vastagságváltozás paramétereinek minimalizálásához is vezet. A hengerek kifutása az állványban szintén hozzájárulhat a vastagságkülönbségek jelenlétéhez a szalag teljes hosszában.
A hengerlendő anyag vastagsága és a hengerlés pontossága lehetővé teszi a tekercsek bizonyos excentricitását és kifutását.
A tekercsek belsejében elrejtett láthatatlan hibái is vastagságkülönbséget okoznak. Ennek eredményeként a tekercs erős terhelés hatására meglehetősen erősen meghajolhat. A tekercset ultrahangos hibaérzékelő ellenőrzi a belső hibák megléte szempontjából.
Az állvány megfelelő merevségének megteremtése a hidegen hengerelt acél vastagságának ingadozásának csökkentését is segíti. A merevség az állvány előfeszítésével növelhető, ha az állványt nagyszámú tekercssel, kemény anyagokból készült tekercsekkel és kis átmérőjű ötvözetekkel szereljük fel.
A hengerelt anyag vastagságának ingadozásának csökkentése érdekében a hideghengerműveket automatikus üzemmódban működő vastagságszabályozókkal látják el, amelyek utólag korrigálják a szalagprofilt. Hatással van a HPU-ra, a hengerek hajlítására és negatív hajlítására, a szalag feszültségére, a tekercsek hűtési módszereire és a hengerlési sebességre.
A hengermű berendezésének összetétele és a hengerlési eljárás módja határozza meg a hengermű típusát.
Ez vagy nem megfordítható, vagy fordítva, megfordítható vagy folyamatos gördülő egység.
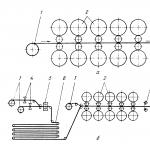
Az 1. ábrán sematikusan bemutatott egy állványos (egyállványos) malom a nem irányváltó malomhoz köthető. A tekercsek forgásiránya nem változik. A hengerelt szalag mindig a csévélő oldaláról kerül betáplálásra, a kilépésnél pedig mindig a decoilerből kerül kiszállításra. Az ilyen berendezéseket lapanyagok vagy szalagok tekercsben történő hengerelésére használják, amikor a hengerlés egy menetben elvégezhető. Ez jellemző az alufólia hengerlésére vagy a temperáló malomra (2. ábra).
Az irányváltó malom egy állványos (egyállványos) malmot is tartalmazhat, amely vázlatosan a 3. ábrán látható. A tekercsek forgásiránya megfordul. A szalagot először az egyik, majd a másik irányba hengereljük, többszöri menettel, amelyek meghatározzák a késztermék végső paramétereit.
A folyamatos malom több állványos (többállványos) malmot foglal magában, amely vázlatosan a 4. ábrán látható. A malom állványai követik egymást, a hengerlés folyamatosan, az összes állványon egyszerre megy. A hideghengermű 6 állványból állhat (acéllemezhez és vékonyszalaghoz), vagy akár 20 állványból is állhat speciális acélok kis szakaszaihoz. A tekercsek forgásiránya nem változik. A hengerelt szalag mindig a csévélő oldaláról kerül betáplálásra, a kilépésnél pedig mindig a decoilerből kerül kiszállításra.
Ma már minden hideghengermű hengerlési folyamatvezérlővel van felszerelve, amely automatikus üzemmódban működik, és lehetővé teszi a folyamat folyamatos, a berendezés leállítása nélkül történő végrehajtását. A kész tekercs kilépésnél történő eltávolításának pillanatában a következő tekercs betöltődik a bemenetnél (5. ábra).
Az ilyen malmok bemeneti része egy csévélőcsoporttal van felszerelve, amely 2 lecsavarozóból, 2 egyengető-nyújtó gépből, 3 ollóból, 4 hegesztőgépből, 5 hurokhajtásokból áll, amelyek szükségesek az egységhez a hegesztéskor. lassú sebességgel feszítse meg az S-hengereket 6. A 7 folyamatos maró kijáratánál 8 repülő olló és két 9 csévélő található.
Amikor a tekercsek elérik az előre meghatározott hosszt, a guillotine elvén működő repülő ollók levágják a csíkot, és a tekercs vége a második csévélőhöz kerül. Amikor az olló működik, a gördülési sebesség 5 m/sec.
Napjainkban a pácolósorból és a hideghengerműből álló kombinált sorok nagy figyelmet érdemelnek.
A pácolósor sebessége megfelel a hideghengerlési sor nagy anyagfeldolgozási sebességének. A vonósoron és a táborban kiváló minőségű sav- és emulziógőz elszívó rendszer működik, mely kíméli mindkét vonal felszerelését. A szalagos akkumulátor lehet függőleges, ami csökkenti a kombinált vonal hosszát egészében.
A kombinált vonalaknak megvannak a maga előnyei:
- a berendezések teljes összetételének csökkentése;
- · egy tekercsraktár;
- létszámcsökkentés.
Hengermű kialakítása
Egy szalagmalom munkaállványai.
A hidegen hengerelt szalaggal szemben támasztott követelmények folyamatosan szigorodnak. Ez vonatkozik a szalag vastagságának, síkságának és felületének tisztaságának pontossági paramétereire is. Ezek a követelmények képezik az alapját a hengerállvány berendezéseinek, a malom be- és kijáratának, valamint egyéb segédberendezéseknek.
Szerkezeti változások a malom hengerlőállásait érintik. Az állvány előfeszítésének létrehozásához nagyobb gördülési erőket alkalmaznak, a nyomóberendezések hidraulikussá váltak, a PZHT fejlettebb stb. A munka- és póthengerek hajlítási és hajlításgátló rendszere javítja a szalag síkságát és megnöveli a henger élettartamát az utánköszörülések között.
A szalag síkságának szabályozására a gördülő egységekre feszültségmérőket szerelnek fel, amelyek mérik a szalag feszességét a szélességén belül. A GNU rendszer, valamint a munka- és tartalékhengerek hajlítási és hajlításgátló rendszere, az axiális eltolás szintén hozzájárul a szalag vagy szalagvastagság pontosságának eléréséhez.
Két hengermű
A gördülőállvány bizonyos számú tekercssel van felszerelve, amely ezt követően meghatározza a gördülőegység nevét. A kéthengeres állványok alkalmasak szekcionált profilanyagok, keskeny szalagok és szalagok hengerelésére, huzallapításra, valamint skin pass eljárásokra. Ezen eljárások technológiája megköveteli a kéthengeres állvány bizonyos konstrukciós felszerelését. A hengerekre eső terhelés és a gördülési folyamat sebessége határozza meg az állvány felszereléséhez szükséges csapágyak kiválasztását: gördülő, csúszó, görgős csapágyak stb. Folyamatosan újratervezik őket, hogy hosszabb ideig tartsanak és csökkentsék a súrlódási hőveszteséget.
A kéthengeres malmok lehetnek nem reverzibilisek, megfordíthatók, folyamatosak. Folyamatos kéthengeres malmokon fóliát hengerelnek és a huzalt lelapítják. ábrán látható egy példa egy ilyen malomra. 6. A berendezés összetétele meglehetősen egyszerű: decoiler, anyaghengerlő állvány és tekercselő.
A gördülő anyag állványa az ábrán látható. 7. Az állvány az alapra van felszerelve 3. Görgős párnák, az alsók a poz. 5 és felső poz. A 4. ábrán látható görgőkkel úgy vannak rögzítve, hogy a kiszolgáló oldalon lévő párnák az alap tengelye mentén rögzítve vannak. Szalagok segítségével, amelyeket általában csavarokkal rögzítenek a jobb oldalon található kereten. A tekercsek párnáin mélyedések vannak, amelyekbe a szalagok be vannak szerelve. Ez a kialakítás szilárdan rögzíti a párnát, így megakadályozza annak elmozdulását a tengely mentén, és további merevséget ad a ketrecnek.
A csapágyakkal, távtartóval, csapágyfedéllel, hidraulikus szorítógyűrűvel együtt szerelt éket a görgőcsonkra kell húzni. A meghajtó oldalon a párnákat lebegőnek nevezik, így nem maradnak rögzítetlenül. A tekercskezelés így gyorsabb, mivel a szalagokat és a rögzítőket csak a karbantartási oldalról kell leszerelni. A hengerlés során, különösen nagy sebességnél, megnő a hőmérséklet-egyensúly, aminek következtében a tekercs megnyúlik, és mindkét oldali rögzítése a tekercs beszorulásához vezethet. Ez a helyzet viszont a csapágyak túlterheléséhez vezethet. Az alsó tekercsek párnái nem közvetlenül a keretre, hanem edzett felületű tömítésekre vannak felszerelve 6. A párna alsó része a tömítés síkjára támaszkodik, és a tekercs meghajlásakor a csapágy önbeálló a párnában. .
A szalag a 7 vezetőasztal mentén kerül be a ketrecbe. Az asztal görgőkre szerelt oldalsó vezetőkkel van felszerelve 9. A vezetők a szalag vagy szalag szélességétől függően állíthatók, keskenyebb vagy szélesebb szalaghoz. Szállítás közben a szalag nem magát a vezetőket érinti, hanem a görgőket, ami megakadályozza a vezetők kopását a szalaggal való állandó érintkezés miatt. A huzalozási asztalra egy 10 szorítóeszköz van rögzítve, amely rögzíti a csíkot vagy szalagot az olajozott filc és a fa alátétek közé. A csík tisztítása folyamatban van. A tekercsek átrakodása előtt a 11 csavart ki kell csavarni, és a vezetőasztalt szabadon kiterjeszteni a keretnyíláson túlra, hogy ne akadályozza a tekercs és a párna leszerelését a keretről.
Annak érdekében, hogy a szennyeződés ne kerüljön a hengerelt anyagra, a tekercseket egy rúd, vagy egy kaparó 12 tisztítja, amelyet a tekercshez nyomnak, összegyűjtve a szennyeződéseket.
A szalag a ketrecből az egység kimenetéhez kerül, először a 13 fogadóasztalra esik, és egy 14 nyomógörgővel megtámasztva az egység felcsévélőjéhez irányítják. A tekercsek felemeléséhez az átrakodás előkészítése során egy csavaros mechanizmust 2 használnak.
Bármely hengerelt egység nyomóberendezései a hengerelt anyag vastagságának pontos szabályozására szolgálnak. Lehetnek elektromosak vagy hidraulikusak. Mivel a kéthengeres és a négyhengeres hengerművek hidraulikus nyomása szerkezetileg közel azonos teljesítményű, ezek leírását érintjük a négyhengeres állvány megismerésekor.
A 4 hengeres malom leírásánál figyelembe vesszük az összes olyan berendezést, amely megegyezik a 2 és 4 hengeres állványokkal.
Négyhengeres malmok
Ma a négyhengeres malmok a legelterjedtebb hengerberendezések a hidegen hengerelt anyagok előállítására. A 4 hengeres malom állványában 4 henger található: két munkahenger és két tartóhenger. A hengerlési folyamat a munkahengerek között zajlik, a tartóhengerek pedig növelik az állvány merevségét, amit a munkahengerek különböző beépítési módjai segítenek. Általában a tartalék tekercsek átmérője nagyobb, mint a munkahengerek. Ez kiküszöböli a munkahengerek elhajlását. A négyhengeres gépeken általában csak a munkahengereket hajtják meg.
Annak érdekében, hogy a munkahenger a támasztóhengerhez nyomódjon a nem megfordítható hengerlési üzemmódban, ami megkíméli a munkahengert az elhajlástól, a munkahengereket kissé a tartóhengerek elé helyezzük. A hengerek tengelyirányú elmozdulás nélkül is elhelyezhetők, de ekkor a tartóhengerek kétoldali elrendezésűek. Az ábrán látható, hogyan lehet a tekercseket az állványban elhelyezni. 8.
Tetszés szerint, a technológiától függően, egy négyhengeres gördülőegység mindkét hengere vezérelhető. A munkahengerek helyett jobb, ha a póthengereket hajtóhengerekkel készítjük. Ha a tekercs hosszának és átmérőjének aránya > 5:1, akkor a tartalék tekercseket hajtóhengerként választja ki. Az ilyen állványokon vékony anyagot hengerelnek, ahol magas a C vagy Si tartalom, rozsdamentes acél, i.e. ahol nagy gördülőerőt kell létrehozni. A malmot, amelyen a hajtóhengerek fel vannak támasztva, a 9. ábrán látjuk. Állványaiban magas C vagy Si tartalmú vékony anyagot, rozsdamentes acélt, erősen ötvözött ötvözeteket hengerelnek, a hengerelt szalag vastagsága akár 0,2 mm is lehet.
Lágyabb anyag hajtott póthengerekkel történő hengerelésekor nagyobb csökkentés érhető el.
A gördülőállvány ágya viseli a gördülés során fellépő fő terheléseket. Az ágyak öntött acélból készülnek. Az ágyak alaplemezei acélból készülnek. Speciális meghúzási mechanizmusok kötik össze az ágyakat, és további merevséget adnak nekik. Az ágyak nyílásaiban tartalék tekercsek vannak beépítve.
Az ágyakhoz betétek vannak rögzítve, amelyeknek köszönhetően a munkahengerek és a HPU párnáinak helyzete beállítható. A hengerek minden csiszolással elvesztik átmérőjét. Ezért alul, a támasztóhengerek párnái alatt olyan mechanizmusok vannak, amelyek a hengerlés helyzetét a hengerlési vonalhoz viszonyított csiszolás után új átmérővel szabályozzák.
A támasztóhengerek felső ékei gördülési erőmérőkkel vannak felszerelve. A GNU szabályozza a munkahengerek közötti rést a deformációs zónában.
A gördülőcsapágyak nagyon nagy terhelésnek ellenállnak. Hatalmas párnákban helyezkednek el, amelyeket a keretnyílásba szerelnek be. A támasztóhengerek párnáiban folyékony súrlódó csapágyak (FBR) vannak. A munkahenger ékek görgős csapágyakon futnak (hengeres).
A támasztóhengerek terhelésétől és a gördülési folyamat sebességétől függően csapágyakat választanak ki a tartalék görgőkhöz. A nagy teljesítményű hengerműveken nagy feldolgozási sebességgel (10--15 m/s) a gördülőcsapágyak nem tartanak sokáig. Ezért a támasztóhengerek átmérőjét megnövelik a szabványos görgőscsapágyak vagy PZT használatához. A PVT előnyösebb:
- Kis méretűek
- a csonk átmérője a póthenger átmérőjének 0,75-ére növelhető,
- · ne igényeljen gondos karbantartást, mivel a gördülőcsapágyak.
Hathengeres malmok
ábrán A 10. ábra egy NS típusú hengerek súrlódó meghajtásával ellátott hathengeres malom hengereinek elrendezését mutatja. Ebben a malomban a közbenső hengerek a meghajtók. A közbenső hengerek végei kúposak: az egyik tekercs a meghajtó oldalon, a másik a kezelő oldalon kúpos.
A közbenső tekercseknél lehetőség van a szalag széleihez képest axiális elmozdulásra, ami segít a szalag síkságának javításában. A közbenső hengerek különböző irányokba forognak. Nagy gördülési sebességnél a súrlódási tényező alacsonyabb lesz. Az NS malomból származó szalag vagy szalag vastagságának keresztirányú eltérése is lényegesen kisebb, mint a négyhengeres állványokon.
hengerművek
ábrán A 11a. ábra a hengerek helyzetét mutatja a hathengeres állványban. A hathengeres malmok előnye a négyhengeres malmokkal szemben, hogy a munkahengerek helyzete fixebb. Mivel a párnák a legtöbb esetben csúsztathatóak, a munkatekercsek kezelése időarányosan a legalacsonyabb költséggel történik.
Hátrányok:
- az állványban lévő tekercsek száma (támasztó, munkavégző, közbenső) kevésbé hozzáférhetővé teszi azok ellenőrzését, ami lehetetlenné teszi felületük gondos szemrevételezését;
- · a tartóhenger és a munkahenger átmérőjének különbsége 2,5:1;
- Minél több tartalék tekercs van az állványban, annál nehezebb az állvány karbantartása, mert a támasztóhengereknek párhuzamosaknak kell lenniük a görgős egység normál működéséhez;
- A hengerbeállító berendezés négy nyomócsavart mozgat hathengeres malomban
A csavarok helyes beszereléséhez ékszerszámok vannak, amelyek a beszerelésre és a párnák felszerelésére szolgálnak. Ez biztosítja, hogy a szükséges párhuzamosság megvalósuljon a felső és az alsó hátsó tekercs között.
A hengerek beépítésénél nagyon fontos a nagy precizitás, mert ez biztosítja a malom technológiailag normál működési módját. Az axiális erők megjelenése hibás működést okoz a gördülőegység fő alkatrészeinek működésében. A hathengeres állvány vezérlőhengerei a munkahengerek.
Rizs. tizenegy. b megmutatja a tartalék tekercsek egyik lehetséges kialakítását: a végrehajtás lehet tömör vagy halmozott. Ebben az esetben az egyes görgők (4 - 8 db) támasztékkal vannak felszerelve a tengelyre, mint tartalék görgők.
Többhengeres malmok
A többhengeres hengerelt egységek az utóbbi időben egyre szélesebb körben elterjedtek, ami a fémtermékek piacán tapasztalható kereslet változásával függ össze. Megnőtt a kereslet a vékony, magas széntartalmú szalagok, valamint a rozsdamentes acélból és speciális acélokból készült szalagok iránt. A hagyományos malmokon ezeket a megrendeléseket nem olyan egyszerű teljesíteni: nagyszámú menetre és közbenső hőkezelésre van szükség.
A nagyszámú, kis átmérőjű tekercs használatának köszönhetően minimális vastagságú szalag vagy szalag hengerelhető.
A többhengeres malmokba való befektetés számos előnnyel jár:
- A gördülőberendezések tömegjellemzőinek csökkentése;
- fémmegtakarítás;
- A felszerelés költségeinek csökkentése;
- · kisebb teherbírású műhelydaruk többhengeres malmok kiszolgálására;
- Maga az épület magasságának csökkentése a műhely építése során;
- · a hidegen hengerelt termékek gyártására szolgáló műhely építésére irányuló beruházások jelentős csökkentése összességében.
A többhengeres malmok fő előnye pedig a jó minőségű szalag vagy szalag beszerzése, mivel gyakorlatilag nincs, vagy csak kismértékű keresztirányú vastagságváltozás az anyagon.
Ezek az állványok lehetnek nem visszafordíthatók, pl. a tekercsek folyamatosan egy irányba forognak, és megfordíthatók. Itt két kis átmérőjű munkahengert hajtanak meg, az összes többi nagy átmérőjű henger támasztóhengerként szolgál, és a hengerlési folyamat során üresjáratban van. Az ilyen malmokon hengerelt szalagok vagy szalagok meglehetősen hosszúak, és tekercsekre vagy tekercsekre vannak feltekercselve.
A vastagságtűrés csökkentése és az állvány felületi síkossági paramétereinek javítása érdekében különféle eszközöket használnak a tekercsprofil vezérlésére:
- A tekercshordó melegítésével;
- · munka- és póthengerek hajlítása;
- kenőanyag ellátása a hengerelt anyag teljes szélességében magához a deformációs zónához;
- · differenciált emulzióellátás.
A szalag szélének vastagsága mindig eltér a középső csík vastagságától. Duo- vagy quarto-malmokon, ahol nagy átmérőjű hengereket használnak, és a berendezés fokozott merevséget hoz létre az állványban, könnyebben teljesíthetők a szűk termékvastagság-tűrések.
A többhengeres malmokon például egy 1220 mm széles, 0,125 mm vastag szalagot vagy szalagot hengerelnek ± 3%-os vastagságtűréssel. Ebben az esetben a szalag hossza egy tekercsben vagy egy szalag lázadásban körülbelül 10 000 m vagy több.
A többhengeres malmok azonban, különösen a 20 vagy több hengeres malmok, számos hátránnyal rendelkeznek a nagyobb átmérőjű hengereket használó duo- vagy quarto-malmokhoz képest. Ezek a hátrányok a következők:
- · alacsony gördülési erő a deformációs zónában;
- · korlátozott hengerlési sebesség és ezzel összefüggő alacsony termelékenység;
- magas hőmérséklet hengerlés közben és nehézségek a hő eltávolításában az állványról;
- a malom működésének megnövekedett bonyolultsága;
- összetett beállítás;
- Pontosságot igényel a hengerek előkészítése során, különösen az őrlés során;
- a hajtásrendszerek működésével kapcsolatos magas energiaköltségek.
A gördülőegység típusának megválasztása és további kialakítása azonban közvetlenül a piac igényeitől és keresletétől, valamint a vevői elégedettségtől függ.
A hideghengerművek 4-450 mm átmérőjű csöveket gyártanak
néhány tizedmillimétertől 30 mm-ig vagy annál nagyobb falvastagsággal.
Az alkalmazott hengerlési sémától függően a malmok két csoportját különböztetjük meg: hosszirányú és keresztirányú hengerlést. A hosszirányú hengerműveket használják a legszélesebb körben az iparban, mivel termelékenyebbek és hatékonyabbak a tömeggyártásban. A kereszthengerműveket speciális célokra használják kis tételekben precíziós csövek és nagy átmérőjű vékonyfalú csövek gyártására. A hosszanti csőhengerművek hengerművekre és hengerművekre oszthatók. A hengersorokat HPT malomnak, hengermalomnak - HPTR-nek nevezik. A csőkereszthengerműveket PPT malomnak nevezik.
A hőmérsékleti rendszer szerint két hengerlési módot különböztetnek meg: az első - a deformációs zóna hűtésével - hideghengerlés; a második - a deformációs zóna előtt 300...450 °C-ig tartó tuskófűtéssel - meleghengerlés.
A hideghengerművek hengerlési folyamata periodikus jellegű, mivel a cső az állvány oda-vissza mozgása során hosszában külön szakaszokban hengerelődik.
Hideghengerművek a következőképpen szokás osztályozni: a szerszám (hengerek) mozgásának jellege szerint - a hengerek rögzített tengelyével rendelkező marók (HPTS, NKhPT); tekercsek forgó tengelyeivel (KhPTV és planetáris); a hengerek tengelyeinek transzlációs mozgásával (HPT);
az egyidejűleg hengerelt csövek számának megfelelően - egy-, két- és háromszálas; a hengerelt csövek munkakúpjának hossza mentén - rövid löketű, hosszú löketű (a kaliber saját tengelye körüli elfordulási szögével 180 ° felett);
a folyamat hőmérsékleti feltételei szerint - hideg és meleg hengerművek (a tuskó indukciós melegítésével);
a hengerelt csövek típusa szerint - állandó és változó keresztmetszetű csövek esetén (a malomtípus megjelölésénél P index hozzáadásával: például KhPT 120 P);
a rakodás típusa szerint - malmok vég- és oldalterheléssel. Ezenkívül a HPT malmok megkülönböztetik a fő mechanizmusok végrehajtását: a főhajtás, a munkaállványok és az elosztó adagolók;
az állvány hajtóegységének típusa szerint - kiegyensúlyozás nélkül, kiegyensúlyozással munkaállványon, kiegyensúlyozással forgattyús tengelyen, egyensúlyozással a motor tengelyén;
a kiegyensúlyozó berendezés típusa szerint - pneumatikus, az ellensúly oda-vissza mozgású rakomány, lengő kiegyensúlyozatlan rakomány, forgó ellensúllyal;
a munkaállvány típusa szerint - kéthengeres mozgatható állvánnyal, négyhengeres mozgatható állvánnyal, mozgatható tekercses kazettával és teljesítményvezetőkkel, álló (rögzített) állvánnyal;
a munkadarab adagolásának és forgatásának mechanizmusa szerint - kar típusa, fogaskerék típus szabadonfutókkal, fogaskerék típus differenciálművel, fogaskerék típus máltai mechanizmussal; differenciálmű az epiciklus és a hordozó időszakos fékezésével, bolygó-hipocikloid átalakítóval, rugalmas elemekkel, álló patronnal;
a munkadarab-tokmányok munkamódszere szerint - időszakos visszatéréssel (a teljes hosszon), folyamatos ciklikus akcióval (bizalmi mechanizmussal és álló tokmányos mechanizmusokkal), kombinált visszatéréssel (két patron működik elfogással);
a főkonzol helye szerint - jobbra (a hengerlés során a malomtól jobbra), balra.
Hazánkban a HPT malmokat a JSC EZTM gyártja. Az 50-es évek végén. Kidolgozták a csövek hideghengerlésének hengeres módszerét, amely alapján hideghengerműveket (CRTR) hoztak létre precíziós csövek hengerlésére.
Külföldön a HPT malmok legnagyobb gyártója a Mannesmann cég, amely több mint 300 darab egy-, két- és háromszálas malmot gyártott (2.9. táblázat).
Stansszámára hideg gördülő A csövek nagyon széles választékú, különösen pontos geometriai méretekkel rendelkező csövek gyártására szolgálnak.
Érdekes és négycellás malom 400 hideg gördülő lap és szalag, a magnyitogorszki kalibráló üzemben telepítve.
Gördülés a folyamatos malmok hideg gördülő melegen hengerelt, pácolt tekercsek, olajozott felülettel.
Amennyiben országok hideg gördülő címen nyert acéllemez választék újraelosztására szolgálnak országok forró gördülő, akkor a rajtuk lévő tekercshordók hossza hasonló.
Általában ezek országok többcellás után beállítva táborok hideg gördülőés mintegy a folytatásuk...
Nagyon valószínű, hogy az új vékony lap országok hideg gördülő hasonló elrendezésű állványokkal lesz felszerelve az alapra.
Vegyünk például egy háromcellás malom 1450 hideg gördülő a Magnyitogorszki Vas- és Acélgyár lapja.
Teljesítmény malmok hideg gördülő. … Stans hideg gördülő lapok is folyamatos munkarendben dolgoznak.
A keret rugalmas deformációja függőleges irányban modernen országok hideg gördülő 0,3-0,5 mm...
Három kalitkás országok hideg gördülő A fém plasztikus tulajdonságainak felhasználási lehetőségeit vizsgáló kutatások alapján dolgoztak ki hideg gördülő.
Stansszámára gördülő országok országok hideg gördülőágynemű.
Stansszámára gördülő vastag acél. Mind egyketreces országok a kölcsönösség elve alapján működnek. … Kétállású országok hideg gördülőágynemű.
Az 1950-es évek végén voltak országok számára gördülő nagy keresztmetszetű gerendák. … A múlt század 80-as éveiben az első országok mert; hideg gördülő lap.
Az ország nemzetgazdasága elsősorban fémet fogyaszt kész ... for országok hideg gördülő 40-50 m/s, vezetéken országok 60 m/s és több...
folyamatos országok tuskóként, lapként használható (meleg és hideg gördülő), szekcionált és vezetékes.
Különbséget tegyen forró és hideg gördülő. … Forró üzletekhez gördülő virágzó, táblás vagy üres jelenléte jellemzi tábor.
Általános tömörítés a modern országok hideg gördülő 70-90%, ami hozzájárul a mechanikai tulajdonságok javításához és jobb felületi minőséget biztosít...
Három kalitkás országok hideg gördülőágynemű. Három cellás malom 1450 hideg gördülő a Magnyitogorszki Vas- és Acélgyár lapja.
Modern folyamatos országok forró gördülő lehetővé teszi a kiváló minőségű lapok beszerzését hideg gördülő...
Ez növeli a tekercs tömegét, ami jelentősen növeli a termelékenységet. malmok hideg gördülő.
Azt is ajánljuk
 Stans. Hengerművek. Absztrakt: Hideghengerművek Hideghengermű lemezekhez
Stans. Hengerművek. Absztrakt: Hideghengerművek Hideghengermű lemezekhez
 Elektromos és gázhegesztő - kiemelt szakma A hegesztők regisztrációjának követelményei Fehéroroszországban
Elektromos és gázhegesztő - kiemelt szakma A hegesztők regisztrációjának követelményei Fehéroroszországban
 KPI a javításmenedzsmentben Motivációs rendszer egy mérnök számára
KPI a javításmenedzsmentben Motivációs rendszer egy mérnök számára
 Kinek van joga belépni a központi fűtőműbe
Kinek van joga belépni a központi fűtőműbe
 Menedzser vagy szakember: hogyan határozzuk meg, mit kell írni az önéletrajzba
Menedzser vagy szakember: hogyan határozzuk meg, mit kell írni az önéletrajzba
 Hogyan lehet legálisan dolgozni egyéni cég vagy LLC regisztráció nélkül, és bevételhez jutni. Szüksége van egyéni cégre
Hogyan lehet legálisan dolgozni egyéni cég vagy LLC regisztráció nélkül, és bevételhez jutni. Szüksége van egyéni cégre