Нагрев вихревыми токами. Индукционный нагреватель: простые схемы для реализации своими руками
ИНДУКЦИОННЫЙ НАГРЕВ, нагрев токопроводящих (в основном металлических) тел и ионизированных газов в результате выделения теплоты вихревыми (индукционными) токами, возбуждаемыми переменным электромагнитным полем. Обеспечивает бесконтактный способ передачи энергии от источника электромагнитного поля (индуктора) в нагреваемое тело с преобразованием её в тепловую непосредственно в теле; наиболее эффективный способ нагрева. При индукционном нагреве теплота, выделяющаяся в нагреваемом теле (по Джоуля - Ленца закону), зависит от его размеров и физических свойств, частоты и напряжённости магнитного поля. Особенностью индукционного нагрева является неравномерное распределение мощности в нагреваемом теле, обусловленное диссипацией энергии поля и затуханием электромагнитной волны. Такое затухание характеризуют эквивалентной глубиной δ э (м), т. е. глубиной поверхностного слоя плоского тела, в котором выделяется 86,5% мощности электромагнитной волны: δ э ≈ 500√p/(μ r ∙f), где р - удельное электрическое сопротивление (Ом·м), μ r - относительная магнитная проницаемость тела, f - частота изменения поля (Гц). Для индукционного нагрева используют токи разных частот - промышленной (50 Гц), повышенной (150 и 250 Гц), средней (от 0,5 до 10 кГц), высокой (67 и 440 кГц), сверхвысокой (1,76 и 5,28 МГц).
Индукционный нагрев применяют: в индукционных нагревательных установках - для нагрева заготовок под пластическую обработку (глубинный или сквозной индукционный нагрев) и деталей под химико-термическую обработку (локальный или поверхностный индукционный нагрев), в том числе под поверхностную закалку токами ВЧ; в индукционных печах - для плавки чёрных и цветных металлов и сплавов, а также зонной плавки, плавки во взвешенном состоянии, для получения низкотемпературной плазмы (смотри Плазмотрон). Индуктор (основной элемент конструкции индукционных установок и печей) создаёт переменное магнитное поле (напряжённостью 10 5 -10 6 А/м). Нагреваемый материал может быть в виде твёрдого массивного тела (в индукционных нагревательных установках), жидкого тела (в индукционных плавильных печах) и ионизированного газа (в СВЧ плазмохимических установках). Первая промышленная индукционная печь для подогрева жидкой стали (до 80 кг) в открытом горизонтальном кольцевом канале введена в эксплуатацию в Швеции в 1900 году, в СССР такие печи начали строить в 1930-х годах.
В индукционных нагревательных установках используют в основном индукторы 2 типов: проходные - круглого или квадратного поперечного сечения для нагрева заготовок по всей длине, щелевые и овального сечения для местного нагрева концов длинных заготовок (рис. 1), а также с поперечным магнитным полем (для листового материала) и замкнутым магнитопроводом (для кольцевых заготовок); закалочные - одновитковые (для внешних цилиндрических поверхностей), петлевые, зигзагообразные и в виде плоской спирали (для плоских поверхностей), кольцевые соленоидные (для внутренних цилиндрических поверхностей). Через отверстия в индукторе или с помощью спрейерного устройства на поверхность закаливаемой детали подают охлаждающую жидкость (воду, масло, различные эмульсии).
Индукционные плавильные печи могут быть канальными, работающими на промышленной частоте, вместимостью до 150 тонн и мощностью до 4,0 MBA, и тигельными - вместимостью на средней частоте до 25 тонн и на промышленной частоте (при жидкой завалке) до 60 т. В канальной печи (рис. 2) температура металла в ванне (шахте) повышается за счёт теплопередачи от жидкого металла, находящегося в канале. Один или несколько вертикальных либо горизонтальных каналов (прямоугольного или круглого сечения), расположенных в огнеупорной футеровке - так называемом подовом камне, охватывают замкнутый магнитопровод с многовитковым цилиндрическим индуктором. В канале жидкий металл с более высокой температурой под действием электромагнитных сил и свободной тепловой конвекции интенсивно циркулирует, поступая через устье канала в ванну (шахту). Индукционные канальные печи применяют в основном в цветной металлургии для непрерывных технологических процессов в качестве плавильных агрегатов и миксеров.

Рис. 2. Схема индукционной канальной печи (разрез): 1 - ванна (шахта); 2- цилиндрический индуктор; 3- замкнутый магнитопровод; 4 - футеровка канала (подовый камень); 5 - вертикальный кольцевой канал; 6 - устье канала.
В тигельной печи (рис. 3) металл находится в огнеупорном тигле, расположенном внутри цилиндрического многовиткового индуктора. Отдельные разомкнутые магнитопроводы в качестве ферромагнитных экранов защищают кожух печи от создаваемых индуктором электромагнитных волн. Энергия затрачивается на нагрев металла и его интенсивное перемешивание. В тигле возникает двухконтурная циркуляция металла с образованием выпуклого мениска (высота 5-15% от глубины металла), что затрудняет создание шлакового слоя и ограничивает удельную мощность (не более 300 кВт/т). Тигельные печи взрывоопасны (из-за невысокой стойкости футеровки тигля), их оснащают сигнализатором состояния футеровки. Индукционные тигельные печи широко распространены в сталеплавильном производстве для периодической работы при переплаве легированных сталей; для плавки высококачественных сталей - вакуумные и индукционно-плазменные печи, для выплавки особо чистых металлов и сплавов - печи с водоохлаждаемым («холодным») тиглем в виде электроизолированных секций-труб (так называемый секционированный тигель).

Рис. 3. Схема индукционной тигельной печи (разрез): 1 - тигель; 2 - цилиндрический индуктор; 3 - ферромагнитный экран; 4 - кожух; 5 - сигнализатор состояния футеровки тигля; стрелки - траектория движения жидкого металла.
Лит.: Вайнберг А. М. Индукционные плавильные печи. М., 1967; Теплотехника металлургического производства. М., 2002. Т. 1: Теоретические основы. Т. 2: Конструкции и работа печей; Индукционные тигельные печи. 2-е изд. Екатеринбург, 2002.
Плавка металла методом индукции широко применяется в разных отраслях: металлургии, машиностроении, ювелирном деле. Простую печь индукционного типа для плавки металла в домашних условиях можно собрать своими руками.
Нагрев и плавка металлов в индукционных печах происходят за счет внутреннего нагрева и изменения кристаллической решетки металла при прохождении через них высокочастотных вихревых токов. В основе этого процесса лежит явление резонанса, при котором вихревые токи имеют максимальное значение.
Чтобы вызвать протекание вихревых токов через расплавляемый металл, его помещают в зону действия электромагнитного поля индуктора - катушки. Она может иметь форму спирали, восьмерки или трилистника. Форма индуктора зависит от размеров и формы нагреваемой заготовки.
Катушка индуктора подключается к источнику переменного тока. В производственных плавильных печах используют токи промышленной частоты 50 Гц, для плавки небольших объемов металлов в ювелирном деле используют высокочастотные генераторы, как более эффективные.
Виды
Вихревые токи замыкаются по контуру, ограниченному магнитным полем индуктора. Поэтому нагрев токопроводящих элементов возможен как внутри катушки, так и с внешней ее стороны.
- Поэтому индукционные печи бывают двух типов:
- канальные, в которых емкостью для плавки металлов являются каналы, расположенные вокруг индуктора, а внутри него расположен сердечник;
- тигельные, в них используется специальная емкость - тигель, выполненный из жаропрочного материала, обычно съемный.
Канальная печь
слишком габаритная и рассчитана на промышленные объемы плавки металлов. Её используют при выплавке чугуна, алюминия и других цветных металлов.
Тигельная печь
довольно компактна, ей пользуются ювелиры, радиолюбители, такую печь можно собрать своими руками и применять в домашних условиях.
Устройство

- Самодельная печь для плавки металлов имеет довольно простую конструкцию и состоит из трех основных блоков, помещенных в общий корпус:
- генератор переменного тока высокой частоты;
- индуктор - спиралевидная обмотка из медной проволоки или трубки, выполненная своими руками;
- тигель.
Тигель помещают в индуктор, концы обмотки подключают к источнику тока. При протекании тока по обмотке вокруг нее возникает электромагнитное поле с переменным вектором. В магнитном поле возникают вихревые токи, направленные перпендикулярно его вектору и проходящие по замкнутому контуру внутри обмотки. Они проходят через металл, положенный в тигель, при этом нагревая его до температуры плавления.
Достоинства индукционной печи:
- быстрый и равномерный нагрев металла сразу после включения установки;
- направленность нагрева - греется только металл, а не вся установка;
- высокая скорость плавления и однородность расплава;
- отсутствует испарение легирующих компонентов металла;
- установка экологически чиста и безопасна.
В качестве генератора индукционной печи для плавки металла может быть использован сварочный инвертор. Также можно собрать генератор по представленным ниже схемам своими руками.
Печь для плавки металла на сварочном инверторе
Эта конструкция отличается простотой и безопасностью, так как все инверторы оборудованы внутренними защитами от перегрузок. Вся сборка печи в этом случае сводится к изготовлению своими руками индуктора.
Выполняют его обычно в форме спирали из медной тонкостенной трубки диаметром 8-10 мм. Ее сгибают по шаблону нужного диаметра, располагая витки на расстоянии 5-8 мм. Количество витков - от 7 до 12, в зависимости от диаметра и характеристик инвертора. Общее сопротивление индуктора должно быть таким, чтобы не вызывать перегрузки по току в инверторе, иначе он будет отключаться внутренней защитой.
Индуктор можно закрепить в корпусе из графита или текстолита и установить внутрь тигель. Можно просто поставить индуктор на термостойкую поверхность. Корпус не должен проводить ток, иначе замыкание вихревых токов будет проходить через него, и мощность установки снизится. По этой же причине не рекомендуется располагать в зоне плавления посторонние предметы.
При работе от сварочного инвертора его корпус нужно обязательно заземлять! Розетка и проводка должны быть рассчитаны на потребляемый инвертором ток.  В основе системы отопления частного дома лежит работа печи или котла, высокая производительность и долгий бесперебойный срок службы которых зависит как от марки и установки самих отопительных приборов, так и от правильного монтажа дымохода.
В основе системы отопления частного дома лежит работа печи или котла, высокая производительность и долгий бесперебойный срок службы которых зависит как от марки и установки самих отопительных приборов, так и от правильного монтажа дымохода.
вы найдёте рекомендации по выбору твердотопливного котла, а в следующей — познакомитесь с видами и правилами :
Индукционная печь на транзисторах: схема
Существует множество различных способов собрать своими руками. Достаточно простая и проверенная схема печи для плавки металла представлена на рисунке:

- Чтобы собрать установку своими руками, понадобятся следующие детали и материалы:
- два полевых транзистора типа IRFZ44V;
- два диода UF4007 (можно также использовать UF4001);
- резистор 470 Ом, 1 Вт (можно взять два последовательно соединенных по 0,5 Вт);
- пленочные конденсаторы на 250 В: 3 штуки емкостью 1 мкФ; 4 штуки - 220 нФ; 1 штука - 470 нФ; 1 штука - 330 нФ;
- медный обмоточный провод в эмалевой изоляции Ø1,2 мм;
- медный обмоточный провод в эмалевой изоляции Ø2 мм;
- два кольца от дросселей, снятых с компьютерного блока питания.
Последовательность сборки своими руками:
- Полевые транзисторы устанавливают на радиаторы. Поскольку схема в процессе работы сильно греется, радиатор должны быть достаточно большими. Можно установить их и на один радиатор, но тогда нужно изолировать транзисторы от металла с помощью прокладок и шайб из резины и пластика. Распиновка полевых транзисторов приведена на рисунке.

- Необходимо изготовить два дросселя. Для их изготовления медную проволоку диаметром 1,2 мм наматывают на кольца, снятые с блока питания любого компьютера. Эти кольца состоят их порошкового ферромагнитного железа. На них необходимо намотать от 7 до 15 витков проволоки, стараясь выдерживать расстояние между витками.

- Собирают перечисленные выше конденсаторы в батарею общей емкостью 4,7 мкФ. Соединение конденсаторов - параллельное.


- Выполняют обмотку индуктора из медной проволоки диаметром 2 мм. Наматывают на подходящий по диаметру тигля цилиндрический предмет 7-8 витков обмотки, оставляют достаточно длинные концы для подключения к схеме.
- Соединяют элементы на плате в соответствии со схемой. В качестве источника питания используют аккумулятор на 12 В, 7,2 A/h. Потребляемый ток в режиме работы - около 10 А, емкости аккумулятора в этом случае хватит примерно на 40 минут.При необходимости изготовляют корпус печи из термостойкого материала, например, текстолита.Мощность устройства можно изменить, поменяв количество витков обмотки индуктора и их диаметр.
Индукционный нагреватель для плавки металла: видео
Индукционная печь на лампах
Более мощную индукционную печь для плавки металлов можно собрать своими руками на электронных лампах. Схема устройства приведена на рисунке.
Для генерации высокочастотного тока используются 4 лучевые лампы, соединенные параллельно. В качестве индуктора используется медная трубка диаметром 10 мм. Установка оснащена подстроечным конденсатором для регулировки мощности. Выдаваемая частота - 27,12 МГц.
Для сборки схемы необходимы:
- 4 электронные лампы - тетрода, можно использовать 6L6, 6П3 или Г807;
- 4 дросселя на 100…1000 мкГн;
- 4 конденсатора на 0,01 мкФ;
- неоновая лампа-индикатор;
- подстроечный конденсатор.
Сборка устройства своими руками:
- Из медной трубки выполняют индуктор, сгибая ее в форме спирали. Диаметр витков - 8-15 см, расстояние между витками не менее 5 мм. Концы лудят для пайки к схеме. Диаметр индуктора должен быть больше диаметра помещаемого внутрь тигля на 10 мм.
- Размещают индуктор в корпусе. Его можно изготовить из термостойкого не проводящего ток материала, либо из металла, предусмотрев термо- и электроизоляцию от элементов схемы.
- Собирают каскады ламп по схеме с конденсаторами и дросселями. Каскады соединяют в параллель.
- Подключают неоновую лампу-индикатор - она будет сигнализировать о готовности схемы к работе. Лампу выводят на корпус установки.
- В схему включают подстроечный конденсатор переменной емкости, его ручку также выводят на корпус.
Для всех любителей деликатесов, приготовленных методом холодного копчения, предлагаем узнать как быстро и просто своими руками сделать коптильню, а познакомиться с фото и видео инструкцией по изготовлению генератора дыма для холодного копчения.
Охлаждение схемы
Промышленные плавильные установки оснащены системой принудительного охлаждения на воде или антифризе. Выполнение водяного охлаждения в домашних условиях потребует дополнительных затрат, сопоставимых по цене со стоимостью самой установки для плавки металла.
Выполнить воздушное охлаждение с помощью вентилятора можно при условии достаточно удаленного расположения вентилятора. В противном случае металлическая обмотка и другие элементы вентилятора будут служить дополнительным контуром для замыкания вихревых токов, что снизит эффективность работы установки.
Элементы электронной и ламповой схемы также способны активно нагреваться. Для их охлаждения предусматривают теплоотводящие радиаторы.Меры безопасности при работе
- Основная опасность при работе - опасность получения ожогов от нагреваемых элементов установки и расплавленного металла.
- Ламповая схема включает элементы с высоким напряжением, поэтому её нужно разместить в закрытом корпусе, исключив случайное прикосновение к элементам.
- Электромагнитное поле способно воздействовать на предметы, находящиеся вне корпуса прибора. Поэтому перед работой лучше надеть одежду без металлических элементов, убрать из зоны действия сложные устройства: телефоны, цифровые камеры.
Печь для плавки металлов в домашних условиях может использоваться также для быстрого нагрева металлических элементов, например, при их лужении или формовке. Характеристики работы представленных установок можно подогнать под конкретную задачу, меняя параметры индуктора и выходной сигнал генераторных установок - так можно добиться их максимальной эффективности.
Электрическое отопление обладает одним важным преимуществом – повышенной безопасностью. Несмотря на возможность ударов электрическим током и наличие в системе воды, электрические котлы остаются востребованным отопительным оборудованием (при правильном монтаже и подключении они не принесут вреда). В некоторых электрических котлах используется индукционный нагрев, считающийся еще более безопасным. На чем построен такой принцип нагрева и как он используется в отопительном оборудовании?
Что такое индукционный нагрев
В классических электрических котлах, вроде котлов Протерм , стоят самые обычные ТЭНы, погруженные в теплоноситель. На них подается электроэнергия, ТЭНы нагреваются и начинают греть воду в отопительной системе. Такая схема нагрева обладает рядом недостатков:
- образование накипи – в процессе эксплуатации ТЭНовых котлов на нагревательных элементах образуется накипь, снижающая эффективность работы оборудования;
- наличие непосредственного контакта с водой – ТЭНы находятся прямо в воде, поэтому электрический пробой может привести к удару током (при отсутствии нормального заземления);
- низкая надежность нагревательных элементов – несмотря на наличие особо стойких ТЭНов, в подавляющем большинстве котлов стоят старые ТЭНы, не отличающиеся надежностью.
Индукционный нагрев воды позволяет избавиться от вышеуказанных недостатков. Отопительное оборудование получается более сложным, но и более эффективным и надежным.
Нагревательным элементом в таких котлах является катушка.
Схема индукционного нагрева в электрических отопительных котлах предусматривает наличие следующих элементов – это управляющая и генерирующая электроника, индукторы и труба с теплоносителем. Именно из этих элементов состоит простой индукционный котел (схематически). Теплоноситель поступает в трубу, проходящую через индукторы, нагревается до определенной температуры и отправляется обратно в отопительную систему.
В чем заключаются преимущества индукционного нагрева?
- Отсутствует образование накипи – здесь нет прямого контакта нагревательного элемента с теплоносителем, поэтому накипь здесь действительно отсутствует.
- Долговечность оборудования – сам процесс происходит за счет токов высокой частоты, генерируемых электроникой . Несмотря на повышенную сложность оборудования, оно является весьма надежным.
- Минимум протечек – теплоноситель протекает по цельной трубе, проходящей через индукторы. Поэтому протечки возможны разве что за пределами индукционных котлов, но никак не в них.
- Возможность длительной работы в самом интенсивном режиме – подобный принцип работы делает электрические котлы необычайно выносливыми.
Индукционный нагрев зарекомендовал себя с наилучшей стороны, но полностью заменить ТЭНовые котлы пока не получается – сказывается высокая стоимость оборудования и его громоздкость. Зато вы сможете сделать индукционный котел самостоятельно .
Принцип индукционного нагрева

Данная технология широко применяется в металлургической промышленности.
Индукционному нагреву более 100 лет, поэтому его нельзя назвать новинкой. Он применяется во многих сферах, особенно в промышленных. Установки индукционного нагрева активно используются в металлообрабатывающих цехах. Ранее для плавки металлов использовался уголь или природный газ, теперь же этим занимаются токи высокой частоты. Такая технология в отношении металлов позволяет минимизировать габариты печей и добиться их высокой производительности.
Как вообще работает индукционный нагрев? Принцип действия нагревателей очень прост – нагрев ведется за счет генерации токов высокой частоты, питающих индукторы. Сами индукторы представляют собой мощные катушки, внутри которых создается переменное магнитное поле . Катушки не имеют сердечников – вместо них здесь работают разогреваемые материалы. Например, индукционная печь для плавки металлов представляет собой большую катушку, внутрь которой помещаются металлические заготовки для дальнейшей обработки.
Включение генератора приводит к созданию мощных вихревых потоков магнитной индукции, в результате чего размещенные внутри индукторов металлы начинают разогреваться. Что касается отопительных котлов, то здесь сердечником индуктора является металлическая труба, через которую протекает теплоноситель – под воздействием вихревых токов труба и теплоноситель разогреваются, отправляя тепло в отопительную систему.

Проходя через катушку, теплоноситель нагревается и передает тепло в радиаторы отопления.
Технология индукционного нагрева чрезвычайно проста и эффективна. На ее основе создаются современные отопительные котлы, не требующие частого обслуживания и обладающие продолжительным сроком службы. Правда, их достоинства принято завышать, из-за чего у людей создается масса ложных впечатлений. Вот несколько примеров.
- Продавцы нередко говорят об экономичности котлов с индукционным нагревом – отчасти это так, но экономия вряд ли превысит несколько процентов. В то же время бренды говорят об экономичности до 20-30%.
- Быстрота нагрева – индукционные котлы нагревают теплоноситель чуть быстрее ТЭНовых аналогов. Но эту скорость нельзя назвать революционной.
- Новизна технологии – как мы уже говорили, данная технология известен уже более сотни лет.
Отопление основанное на этой технологии радует продолжительным сроком службы, отсутствием необходимости в дополнительном обслуживании и отсутствием накипи – в этом отношении они готовы соревноваться с любыми другими электрическими котлами.
Индукционный нагрев March 14th, 2015
В индукционных печах и устройствах тепло в электропроводном нагреваемом теле выделяется токами, индуктированными в нем переменным электромагнитным полем. Таким образом, здесь осуществляется прямой нагрев.
Индукционный нагрев металлов основан на двух физических законах: законе электромагнитной индукции Фарадея-Максвелла и законе Джоуля-Ленца. Металлические тела (заготовки, детали и др.) помещают в переменное магнитное поле, которое возбуждает в них вихревое электрическое поле. ЭДС индукции определяется скоростью изменения магнитного потока. Под действием ЭДС индукции в телах протекают вихревые (замкнутые внутри тел) токи, выделяющие теплоту по закону Джоуля-Ленца. Эта ЭДС создает в металле переменный ток, тепловая энергия, выделяемая данными токами, является причиной нагрева металла. Индукционный нагрев является прямым и бесконтактным. Он позволяет достигать температуры, достаточной для плавления самых тугоплавких металлов и сплавов.
Под катом видео с девайсом от 12 вотльт
Индукционный нагрев и закалка металловИнтенсивный индукционный нагрев возможен лишь в электромагнитных полях высокой напряженности и частоты, которые создают специальными устройствами — индукторами. Индукторы питают от сети 50 Гц (установки промышленной частоты) или от индивидуальных источников питания — генераторов и преобразователей средней и высокой частоты.
Простейший индуктор устройств косвенного индукционного нагрева низкой частоты — изолированный проводник (вытянутый или свернутый в спираль), помещенный внутрь металлической трубы или наложенный на ее поверхность. При протекании по проводнику-индуктору тока в трубе наводятся греющие ее вихревые токи. Теплота от трубы (это может быть также тигель, емкость) передается нагреваемой среде (воде, протекающей по трубе, воздуху и т. д.).
Наиболее широко применяется прямой индукционный нагрев металлов на средних и высоких частотах. Для этого используют индукторы специального исполнения. Индуктор испускает электромагнитную волну, которая падает на нагреваемое тело и затухает в нем. Энергия поглощенной волны преобразуется в теле в теплоту. Для нагрева плоских тел применяют плоские индукторы, цилиндрических заготовок — цилиндрические (соленоидные) индукторы. В общем случае они могут иметь сложную форму, обусловленную необходимостью концентрации электромагнитной энергии в нужном направлении.
Особенностью индукционного ввода энергии является возможность регулирования пространственного расположения зоны протекания вихревых токов. Во-первых, вихревые токи протекают в пределах площади, охватываемой индуктором. Нагревается только та часть тела, которая находится в магнитной связи с индуктором независимо от общих размеров тела. Во-вторых, глубина зоны циркуляции вихревых токов и, следовательно, зоны выделения энергии зависит, кроме других факторов, от частоты тока индуктора (увеличивается при низких частотах и уменьшается с повышением частоты). Эффективность передачи энергии от индуктора к нагреваемому току зависит от величины зазора между ними и повышается при его уменьшении.
Индукционный нагрев применяют для поверхностной закалки стальных изделий, сквозного нагрева под пластическую деформацию (ковку, штамповку, прессование и т. д.), плавления металлов, термической обработки (отжиг, отпуск, нормализация, закалка), сварки, наплавки, пайки металлов.
Косвенный индукционный нагрев применяют для обогрева технологического оборудования (трубопроводы, емкости и т. д.), нагрева жидких сред, сушки покрытий, материалов (например, древесины). Важнейший параметр установок индукционного нагрева — частота. Для каждого процесса (поверхностная закалка, сквозной нагрев) существует оптимальный диапазон частот, обеспечивающий наилучшие технологические и экономические показатели. Для индукционного нагрева используют частоты от 50Гц до 5Мгц.
Преимущества индукционного нагрева
1) Передача электрической энергии непосредственно в нагреваемое тело позволяет осуществить прямой нагрев проводниковых материалов. При этом повышается скорость нагрева по сравнению с установками косвенного действия, в которых изделие нагревается только с поверхности.
2) Передача электрической энергии непосредственно в нагреваемое тело не требует контактных устройств. Это удобно в условиях автоматизированного поточного производства, при использовании вакуумных и защитных средств.
3) Благодаря явлению поверхностного эффекта максимальная мощность, выделяется в поверхностном слое нагреваемого изделия. Поэтому индукционный нагрев при закалке обеспечивает быстрый нагрев поверхностного слоя изделия. Это позволяет получить высокую твердость поверхности детали при относительно вязкой середине. Процесс поверхностной индукционной закалки быстрее и экономичнее других методов поверхностного упрочнения изделия.
4) Индукционный нагрев в большинстве случаев позволяет повысить производительность и улучшить условия труда.
Вот еще один необычный эффект: А я вам еще напомню про , а так же . Мы еще обсуждали и Оригинал статьи находится на сайте ИнфоГлаз.рф Ссылка на статью, с которой сделана эта копия -
Материал из Википедии - свободной энциклопедии
В данной статье или разделе имеется или внешних ссылок , но источники отдельных утверждений остаются неясными из-за отсутствия сносок .
История индукционного нагреваОткрытие электромагнитной индукции в 1831 году принадлежит Фарадею . При движении проводника в поле магнита в нём наводится ЭДС, так же как при движении магнита, силовые линии которого пересекают проводящий контур. Ток в контуре называется индуцированным. На законе электромагнитной индукции основаны изобретения множества устройств, в том числе определяющих - генераторов и трансформаторов, вырабатывающих и распределяющих электрическую энергию, что является фундаментальной основой всей электротехнической промышленности. В 1841 году Джеймс Джоуль (и независимо от него Эмиль Ленц) сформулировал количественную оценку теплового действия электрического тока: «Мощность тепла, выделяемого в единице объёма среды при протекании электрического тока, пропорциональна произведению плотности электрического тока на величину напряженности электрического поля» (закон Джоуля - Ленца). Тепловое действие индуцированного тока породило поиски устройств бесконтактного нагрева металлов. Первые опыты по нагреву стали с использованием индукционного тока были сделаны Е. Колби в США. Первая успешно работающая т. н. канальная индукционная печь для плавки стали была построена в 1900 году на фирме «Benedicks Bultfabrik» в городе Gysing в Швеции. В респектабельном журнале того времени «THE ENGINEER» 8 июля 1904 г. появилась знаменитая , где шведский изобретатель инженер F. A. Kjellin рассказывает о своей разработке. Печь питалась от однофазного трансформатора. Плавка осуществлялась в тигле в виде кольца, металл, находящийся в нём, представлял вторичную обмотку трансформатора, питающегося током 50–60 Гц. Первая печь мощностью 78 кВт была запущена в эксплуатацию 18 марта 1900 года и оказалась весьма неэкономичной, поскольку производительность плавки составляла всего 270 кг стали в сутки. Следующая печь была изготовлена в ноябре того же года мощностью 58 кВт и ёмкостью 100 кг по стали. Печь показала высокую экономичность, производительность плавки составила от 600 до 700 кг стали в сутки. Однако износ футеровки от тепловых колебаний оказался на недопустимом уровне, частые замены футеровки снижали итоговую экономичность. Изобретатель пришёл к выводу, что для максимальной производительности плавки необходимо при сливе оставлять значительную часть расплава, что позволяет избежать многих проблем, в том числе износа футеровки. Такой способ выплавки стали с остатком, который стали называть «болото», сохранился до сих пор в некоторых производствах, где применяются печи большой ёмкости. В мае 1902 года была введена в эксплуатацию значительно усовершенствованная печь ёмкостью 1800 кг, слив составлял 1000–1100 кг, остаток 700–800 кг, мощность 165 кВт, производительность плавки стали могла доходить до 4100 кг в сутки! Такой результат по потреблению энергии 970 кВт⋅ч/т впечатляет своей экономичностью, которая мало уступает современной производительности порядка 650 кВт⋅ч/т . По расчётам изобретателя, из потребляемой мощности 165 кВт в потери уходило 87,5 кВт, полезная тепловая мощность составила 77,5 кВт, получен весьма высокий полный КПД, равный 47%. Экономичность объясняется кольцевой конструкцией тигля, что позволило сделать многовитковый индуктор с малым током и высоким напряжением - 3000 В. Современные печи с цилиндрическим тиглем значительно компактнее, требуют меньших капитальных вложений, проще в эксплуатации, оснащены многими усовершенствованиями за сотню лет своего развития, однако КПД повышен несущественно. Правда, изобретатель в своей публикации игнорировал тот факт, что плата за электроэнергию осуществляется не за активную мощность, а за полную, которая при частоте 50–60 Гц примерно вдвое выше активной мощности. А в современных печах реактивная мощность компенсируется конденсаторной батареей. Своим изобретением инженер F. A. Kjellin положил начало развития промышленных канальных печей для плавки цветных металлов и стали в индустриальных странах Европы и в Америке. Переход от канальных печей 50–60 Гц к современным высокочастотным тигельным длился с 1900 по 1940 г. Принцип действияИндукционный нагрев - это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно - это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор , представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле . Электромагнитное поле наводит в заготовке вихревые токи . Вихревые токи разогревают заготовку под действием джоулева тепла . Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор , в котором индуктор является первичной обмоткой. Заготовка является как бы вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху. На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (скин-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока увеличивается в раз относительно плотности тока в заготовке, при этом в скин-слое выделяется 86,4 % тепла от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки. Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики , графит, электропроводящая керамика и т. д.) μ примерно равна единице. Формула для вычисления глубины скин-слоя в мм: , где μ 0 = 4π⋅10 −7 - магнитная постоянная Гн/м, ρ - удельное электрическое сопротивление материала заготовки при температуре обработки, Ом*м, f - частота электромагнитного поля, генерируемого индуктором, Гц. Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм. Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием - этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора. Применение
Преимущества
Недостатки
Левитационный нагревУстройства индукционного нагреваГенераторы индукционных токовНагревательный индуктор представляет собой катушку индуктивности, входящую в состав рабочего колебательного контура с компенсирующей конденсаторной батареей. Раскачку контура осуществляют либо с помощью электронных ламп, либо с помощью полупроводниковых электронных ключей. На установках с рабочей частотой до 300 кГц используют инверторы на IGBT -сборках или MOSFET -транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах . Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги. Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (на низких частотах индуктивное сопротивление индуктора (катушки колебательного контура) мало, и возникает короткое замыкание по катушке (индуктору). Добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью очень плохо «накачивается» энергией. Для повышения добротности колебательного контура используют два пути:
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки. Схема генератора может быть в принципе любой (мультивибратор , RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока. Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц. Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др. На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли , генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34. Недостатки трёхточки:
Под руководством Бабата , Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий КПД (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики. Современные ТВЧ-генераторы - это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать:
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания - заготовка начинает греться хуже. Проблема индукционного нагрева заготовок из магнитных материалов: Если инвертор для индукционного нагрева не является автогенератором, не имеет схемы автоподстройки частоты и работает от внешнего задающего генератора (на частоте, близкой к резонансной частоте колебательного контура «индуктор - компенсирующая батарея конденсаторов»). В момент внесения заготовки из магнитного материала в индуктор (если размеры заготовки достаточно крупны и соизмеримы с размерами индуктора), индуктивность индуктора резко увеличивается, что приводит к скачкообразному уменьшению собственной резонансной частоты колебательного контура и отклонению её от частоты задающего генератора. Контур выходит из резонанса с задающим генератором, что приводит к увеличению его сопротивления и скачкообразному уменьшению передаваемой в заготовку мощности. Если мощность установки регулируется внешним источником питания, то естественной реакцией оператора является увеличить напряжение питания установки. При разогреве заготовки до точки Кюри, её магнитные свойства исчезают, собственная частота колебательного контура возвращается обратно к частоте задающего генератора. Сопротивление контура резко уменьшается, резко возрастает потребляемый ток. Если оператор не успеет снять повышенное напряжение питания, то установка перегревается и выходит из строя. Если установка оборудована автоматической системой управления, то система управления должна отслеживать переход через точку Кюри и автоматически уменьшать частоту задающего генератора, подстраивая его в резонанс с колебательным контуром (либо уменьшать подаваемую мощность, если изменение частоты недопустимо). Если производится нагрев немагнитных материалов, то вышесказанное значения не имеет. Внесение в индуктор заготовки из немагнитного материала практически не меняет индуктивность индуктора и не сдвигает резонансную частоту рабочего колебательного контура, и необходимости в системе управления нет. Если размеры заготовки много меньше размеров индуктора, то она тоже не сильно сдвигает резонанс рабочего контура. Индукционные плитыИндукционная плита - кухонная электрическая плита , разогревающая металлическую посуду индуцированными вихревыми токами, создаваемыми высокочастотным магнитным полем , частотой 20-100 кГц. Такая плита обладает большим КПД по сравнению с ТЭН электроплитками, так как меньше тепла уходит на нагрев корпуса, а кроме того отсутствует период разгона и остывания (когда зря тратится выработанная, но не поглощенная посудой энергия). Индукционные плавильные печиИндукционные (бесконтактные) плавильные печи - электрические печи для плавки металлов, в которых нагрев происходит за счет вихревых токов, возникающих в металлическом тигеле (и металле), либо только в металле (если тигель изготовлен не из металла; такой способ нагрева более эффективен, если тигель плохо теплоизолирован). Замечания
См. такжеНапишите отзыв о статье "Индукционный нагрев"СсылкиЛитература
Отрывок, характеризующий Индукционный нагрев– Ну, графинюшка! Какое saute au madere [сотэ на мадере] из рябчиков будет, ma chere! Я попробовал; не даром я за Тараску тысячу рублей дал. Стоит!Он сел подле жены, облокотив молодецки руки на колена и взъерошивая седые волосы. – Что прикажете, графинюшка? – Вот что, мой друг, – что это у тебя запачкано здесь? – сказала она, указывая на жилет. – Это сотэ, верно, – прибавила она улыбаясь. – Вот что, граф: мне денег нужно. Лицо ее стало печально. – Ах, графинюшка!… И граф засуетился, доставая бумажник. – Мне много надо, граф, мне пятьсот рублей надо. И она, достав батистовый платок, терла им жилет мужа. – Сейчас, сейчас. Эй, кто там? – крикнул он таким голосом, каким кричат только люди, уверенные, что те, кого они кличут, стремглав бросятся на их зов. – Послать ко мне Митеньку! Митенька, тот дворянский сын, воспитанный у графа, который теперь заведывал всеми его делами, тихими шагами вошел в комнату. – Вот что, мой милый, – сказал граф вошедшему почтительному молодому человеку. – Принеси ты мне… – он задумался. – Да, 700 рублей, да. Да смотри, таких рваных и грязных, как тот раз, не приноси, а хороших, для графини. – Да, Митенька, пожалуйста, чтоб чистенькие, – сказала графиня, грустно вздыхая. – Ваше сиятельство, когда прикажете доставить? – сказал Митенька. – Изволите знать, что… Впрочем, не извольте беспокоиться, – прибавил он, заметив, как граф уже начал тяжело и часто дышать, что всегда было признаком начинавшегося гнева. – Я было и запамятовал… Сию минуту прикажете доставить? – Да, да, то то, принеси. Вот графине отдай. – Экое золото у меня этот Митенька, – прибавил граф улыбаясь, когда молодой человек вышел. – Нет того, чтобы нельзя. Я же этого терпеть не могу. Всё можно. – Ах, деньги, граф, деньги, сколько от них горя на свете! – сказала графиня. – А эти деньги мне очень нужны. – Вы, графинюшка, мотовка известная, – проговорил граф и, поцеловав у жены руку, ушел опять в кабинет. Когда Анна Михайловна вернулась опять от Безухого, у графини лежали уже деньги, всё новенькими бумажками, под платком на столике, и Анна Михайловна заметила, что графиня чем то растревожена. – Ну, что, мой друг? – спросила графиня. – Ах, в каком он ужасном положении! Его узнать нельзя, он так плох, так плох; я минутку побыла и двух слов не сказала… – Annette, ради Бога, не откажи мне, – сказала вдруг графиня, краснея, что так странно было при ее немолодом, худом и важном лице, доставая из под платка деньги. Анна Михайловна мгновенно поняла, в чем дело, и уж нагнулась, чтобы в должную минуту ловко обнять графиню. – Вот Борису от меня, на шитье мундира… Анна Михайловна уж обнимала ее и плакала. Графиня плакала тоже. Плакали они о том, что они дружны; и о том, что они добры; и о том, что они, подруги молодости, заняты таким низким предметом – деньгами; и о том, что молодость их прошла… Но слезы обеих были приятны… Графиня Ростова с дочерьми и уже с большим числом гостей сидела в гостиной. Граф провел гостей мужчин в кабинет, предлагая им свою охотницкую коллекцию турецких трубок. Изредка он выходил и спрашивал: не приехала ли? Ждали Марью Дмитриевну Ахросимову, прозванную в обществе le terrible dragon, [страшный дракон,] даму знаменитую не богатством, не почестями, но прямотой ума и откровенною простотой обращения. Марью Дмитриевну знала царская фамилия, знала вся Москва и весь Петербург, и оба города, удивляясь ей, втихомолку посмеивались над ее грубостью, рассказывали про нее анекдоты; тем не менее все без исключения уважали и боялись ее. Было то время перед званым обедом, когда собравшиеся гости не начинают длинного разговора в ожидании призыва к закуске, а вместе с тем считают необходимым шевелиться и не молчать, чтобы показать, что они нисколько не нетерпеливы сесть за стол. Хозяева поглядывают на дверь и изредка переглядываются между собой. Гости по этим взглядам стараются догадаться, кого или чего еще ждут: важного опоздавшего родственника или кушанья, которое еще не поспело. На мужском конце стола разговор всё более и более оживлялся. Полковник рассказал, что манифест об объявлении войны уже вышел в Петербурге и что экземпляр, который он сам видел, доставлен ныне курьером главнокомандующему. Раздвинули бостонные столы, составили партии, и гости графа разместились в двух гостиных, диванной и библиотеке. |
Рекомендуем также
 Загадки про сказочных героев
Загадки про сказочных героев
 Spotlight: Побег из Комнаты прохождение уровней (Room escape) Побег из комнаты
Spotlight: Побег из Комнаты прохождение уровней (Room escape) Побег из комнаты
 Западные ценности утрачивают свое влияние в мире?
Западные ценности утрачивают свое влияние в мире?
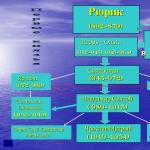 Сколько просуществовала династия Рюриковичей: схема с датами правления
Сколько просуществовала династия Рюриковичей: схема с датами правления
 Как выглядит икона иисуса христа в церкви
Как выглядит икона иисуса христа в церкви
 Большевизм: стирание истории русов на примере татар Вымышленная нация второсортных людей
Большевизм: стирание истории русов на примере татар Вымышленная нация второсортных людей