Stans. Valjarne. Povzetek: Hladni valjarni Hladni valjarni za pločevino
neprekinjeni mlini s 4-5-6 stojali.
Enostojni večvaljni obračalni mlini
Ti mlini se uporabljajo za valjanje majhnih serij široke palete pločevine, zlasti iz jekla, ki jih je težko deformirati. Mline so enostavne za namestitev in jih je mogoče valjati s poljubnim številom prehodov. V črni metalurgiji se najpogosteje uporabljajo quarto in 20-valjni mlini.
Na mlinih z enim stojalom se uporabljata dva načina valjanja:
valjanje listov vodijo v kletko quart. Začetni obdelovanec je vroče valjana vložena pločevina z debelino 3-10,5 mm; končna debelina valjanih listov do 1,5 mm.
Valjni trak. Valjanje poteka v 20 valjarjih s premerom delovnih valjev D p=3-150 mm, dolžina cevi L b = 60-1700 mm.
Asortiman takšnih mlinov vključuje tanke trakove z debelino 0,57-0,60 mm, širina do 1700 mm. Začetni obdelovanec je vložen vroče valjan zvit trak z debelino 3-4 mm. Pri valjanju trakov z debelino 0,002-0,10 mm začetni obdelovanec je hladno valjan trak z debelino 0,03-1,0 mm, ki je bil podvržen "svetlemu" žarjenju.
Enostojni reverzni mlini so opremljeni z navijalci na sprednji in zadnji strani. Valjanje se izvaja v več prehodih, previjanje traku z enega navijalca na drugega, z visoko napetostjo traku med navijalci in delovnim stojalom, z obvezno uporabo tehnoloških maziv za zmanjšanje učinka sil trenja na silo valjanja. Na sl. 33 prikazuje diagram mlina hladnega traku z dvajsetimi valji.
riž. 33. Shema dvajset valjarnice za hladno valjanje:
1 - delovni zvitki; 2 in 3 – vmesni in rezervni zvitki; 4 – merilnik debeline traku; 5 in 7 – napenjalne naprave; 6 - pas; 8 – bobni za navijanje
Mlin ima samo dva delovna valja, ki deformirata trak. Preostali zvitki so podporni in so zasnovani tako, da zmanjšajo upogib delovnih zvitkov.
Neprekinjeni hladni valjarji tankih trakov
Neprekinjeni mlini se uporabljajo za znatne količine proizvodnje sorazmerno ozkega asortimana trakov. Sodobni kontinuirni mlini so sestavljeni iz 5-6 nereverzibilnih kvartov, trak se nahaja v vseh stojnicah hkrati. V vsaki stojnici se izvede samo en prehod. Kontinuirni mlini so opremljeni z razvijalnikom spredaj in navijalcem zadaj.
Tirna vozila za neprekinjene hladne valjarne so vroče valjani predhodno vloženi kolobarji z mazano površino. Vroče valjani zvit trak se pridobiva iz neprekinjenih širokih trakov za vroče valjanje. Debelina valjanja je, odvisno od debeline končnega izdelka, 2-6 mm.
Pri hladnem valjanju nastanejo visoki pritiski kovine na zvitke zaradi utrjevanja kovine v procesu deformacije in velikega vpliva zunanjih tornih sil. Hladno valjanje zvitega traku se izvaja s precejšnjo napetostjo traku med stojali in med zadnjim stojalom in navijalcem z obvezno uporabo tehnoloških maziv. Napetost traku zagotavlja znatno zmanjšanje pritiska kovine na zvitke, kar omogoča valjanje traku z visokimi redukcijami za vsak prehod in prispeva k tesnemu navijanju traku na navijalcu in njegovemu stabilnemu položaju med zvitki, trak se ne premika vzdolž cevi zvitka. Uporaba tehnoloških maziv vodi do zmanjšanja vpliva sil trenja, zmanjšanja pritiska kovine na zvitke.
Trakovi z debelino 0,2-3,5 se valjajo na 5-stojnih neprekinjenih mlinčkih mm, na 6 kletk z debelino 0,18-1,0 mm. Širina trakov, valjanih na teh mlinih, je do 1200 mm.
Na kontinuirnih mlinčkih se uporabljata dva načina valjanja:
Navojni trakovi za valjanje. Vsak zvitek zvijemo posebej.
Neskončno valjanje zvitega traku. Sosednji zvitki so pred valjanjem zvarjeni.
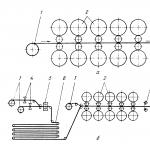
Diagrami neprekinjenega valjanja in neskončnih valjarnic so prikazani na sl. 34.

riž. 34. Sheme neprekinjenih valjarskih mlinov ( ampak) In
neskončno ( b) valjanje:
1 - odvija; 2 – delovna stojala; 3 - navijalke; 4 - škarje; 5 - stroj za čelno varjenje; 6 - naprava za oblikovanje zanke; 7 - leteče škarje
Med valjanjem (slika 34, ampak) vložene toplo valjane kolobarje iz skladišča se z žerjavom dovajajo na transporter pred hladno valjarno, iz katerega se eno za drugo dovajajo v razvijalnik. Nato se vzvod z elektromagnetom spusti, magnet pritegne konec zvitka, ga dvigne in podaja v podajalne valje. Ti valji podajajo trak naprej v uvod, ki ga vpne in nastavi v zvitke prvega stojala.
Postopek valjanja se začne pri nizki hitrosti polnjenja 0,5-1,0 m/od. Trak se dovaja v prvo stojalo, prehaja skozi zvitke vseh stojal in usmeri na boben za navijanje. Ko se na bobnu za navijanje oblikujejo 2-3 zavoji tuljave, se mlin pospeši na delovno hitrost 30-40 m/od. Pri prehodu skozi zvitke zadnjega konca traku se hitrost ponovno zmanjša. Ker je večina traku valjana s spremenljivo hitrostjo, to vodi do spremembe pogojev valjanja, sile valjanja, elastične deformacije stojala in na koncu do spremembe debeline traku po njegovi dolžini.
Bistveno izboljšanje kakovosti traku je doseženo na neskončnih valjarnih (slika 34, b), na katerega so v toku pred mlinom varjeni konci zvitkov, pripravljenih za valjanje. Posledično se zmanjšajo operacije polnjenja sprednjega konca, hitrost valjanja se zmanjša le, ko zvari prehajajo skozi zvitke, torej se poveča produktivnost in zmanjša koeficient porabe kovine. Neprekinjenost postopka v času varjenja koncev sosednjih zvitkov, ki zahtevajo zaustavitev trakov, je zagotovljena s prisotnostjo zančnega akumulatorja 6 . Ko se postopek varjenja v tuljavi konča, se trak ponovno ustvari zankasto kopičenje, po zapustitvi zadnjega stojala se trak razreže z letečimi škarjami. 7 in se navije na navijalce 3 .
Kontinuirne hladne valjarne so nameščene v visoko produktivnih delavnicah za proizvodnjo trakov in listov specializiranega asortimana. Kontinuirni mlini se od reverzibilnih razlikujejo po večji stopnji mehanizacije in avtomatizacije ter višjih tehničnih parametrih glede na maso tuljave, hitrost valjanja, moč glavnega pogona; produktivnost teh mlinov je višja kot pri obratnih mlinih.
Neprekinjeni štirivaljni mlini se uporabljajo za hladno valjanje tankih trakov (z najmanjšo debelino 0,22-0,25 mm) širine 1370-2350 mm in mase do 30-35 ton: končni izdelki v oblike pločevine so namenjene predvsem avtomobilski industriji. V skladu z zahtevano širino traku je dolžina cevi zvitkov mlinov enaka 1525-2500 mm; hitrost valjanja doseže 20-25 m/s.
Neprekinjeni petstoječi štirivaljni mlini se uporabljajo tako za valjanje tankih trakov (z najmanjšo debelino 0,22-0,25 mm), širine do 2150 mm in teže do 40-60 ton pri hitrosti do 25-30 m / s z dolžino cevi volkov do 2000-2200 mm ter za valjanje bele pločevine in trakov mulja iz električnega (transformatorskega in dinamo) jekla z najmanjšo debelino 0,15 - 0,18 mm, širino do 1300 mm in teža do 15 ton pri hitrosti do 30 - 37 m / s pri dolžini cevi zvitkov do 1200 - 1420 mm.
Kontinuirni šeststoječi štirivaljni mlini se uporabljajo za valjanje tanke pločevine debeline 0,08 - 1,0 mm, širine 500 - 1300 mm in mase do 30 - 46 ton (po projektu) pri hitrosti do 30 - 40 m / s (dolžina valjanih cevi - do 1320 - 1450 mm). Tanki kositer se uporablja v industriji kot končni izdelek (v konzervarni, kemični in drugih industrijah) ali kot valjan izdelek za izdelavo posebno tankega pločevine debeline 0,04 - 0,075 mm. Produktivnost neprekinjenih mlinov za hladno valjanje tankih trakov doseže 1,5-2,5 milijona ton na leto, za valjanje pločevine pa 0,7-1,0 milijona ton na leto.
Za pridobitev tankih trakov z gladko površino in natančnimi meritvami debeline (po širini in dolžini traku) med hladnim valjanjem mora biti valje in delovno stojalo značilna velika togost. V ta namen se uporabljajo štirivaljni mlini s podpornimi valji velikega premera in posteljami zaprtega tipa. Da bi lahko "razvijali" tanke trakove, morajo imeti zvitki najmanjši možni premer, ki ga določa moč vratu valja pri prenosu navora.
Delovni in podporni zvitki so izdelani iz kovanega legiranega jekla z brušenimi sodi. Trdota (po Shoreu) cevi zvitkov: delovna 95-105 in podporna 50-60. Delovna stojala v neprekinjenem mlinu se nahajajo na razdalji 4500-5000 mm. Delovne zvitke vsakega stojala poganja elektromotor (en ali dva) enosmernega toka z močjo 3-5 tisoč kW z regulacijo hitrosti v širokem razponu prek zobniškega stojala (ali brez njega) in univerzalnih vreten.
Vloženi zvitki trakov se s pomočjo mostnega žerjava ali električnega avtomobila (z ročičnim oprijemom) namestijo na transporter in se nato dovajajo v razvijalnik mlina. Zvitki vseh stojal se sprva vrtijo s hitrostjo polnjenja (0,5-1 m/s). Sprednji konec traku na zvitku je upognjen (z magnetnim ali strgalom), skozi žično (valjčno ali ravno) mizo se zaporedno podaja v zvitke vsakega stojala in nalaga na boben za navijanje. Pri valjanju tankega traku (do 0,5 mm) se konec ne navije v režo bobna, ampak se na boben (prve 2-3 obrate) navije z bičem za pas.
Za avtomatsko kontrolo debeline traku med stojali so nameščeni valji za merjenje napetosti traku in leteči mikrometri (debelineri za prvim in zadnjim stojalom). Med zadnjim stojalom in navijalcem je predviden vodilni valj. Po s polnjenjem sprednjega konca traku na navijalnem bobnu se hitrost zvitkov vseh stojal poveča na največjo delovno hitrost. Postopek valjanja traja 5-10 minut ali več, odvisno od teža zvitka. Pred koncem valjanja se hitrost zvitkov zmanjša: zvitek valjanega traku se potisne z navijalnega bobna in pošlje na žarjenje ali elektrolitsko čiščenje.
Za zmanjšanje sile valjanja in možnosti "razvaljanja" tankega traku v palice sorazmerno velikega premera med valjanjem na trak dobavo maziva ( pri gesta valjanja - palmovo olje ali njegovi nadomestki, pri valjanju debelejših trakov - oljna emulzija).
Valjanje trakov na neprekinjenem mlinu se praviloma izvaja v enem prehodu. V nekaterih primerih (na primer pri valjanju silicijevega elektro jekla), da bi dosegli zahtevano debelino končnega traku in njegove lastnosti (magnetne, mehanske), se tuljava po prvem prehodu žari in nato ponovno valja na istem mlin.
Enostojni reverzibilni štirivaljni mlini (redkeje dvolivni) so po zasnovi podobni neprekinjenim. Valjanje na teh mlinih poteka v več povratnih prehodih, zato je na izhodni strani mlina nameščen navijalnik, na vhodni strani pa je poleg razvijalnika nameščen še en navijalnik.
Obratne hladne valjarne so nameščene v delavnicah z majhnim obsegom proizvodnje (50-120 tisoč ton / leto) s široko paleto trakov iz nizkoogljičnih, legiranih in električnih jekel. V nekaterih primerih so obračalni mlini nameščeni v visoko zmogljivih obratih za hladno valjanje poleg kontinuirnih mlinov. Po zasnovi so obračalni mlini razdeljeni na mline s pogonom "skozi delovne valje in skozi rezervne valje.
Reverzibilni štirivaljni mlini se večinoma izdelujejo z dolžino valja zvitkov od 1000-1200 do 2000-2300 mm (ki zagotavljajo valjanje trakov z razmerjem med širino in debelino 6000 ali več; masa zvitkov je 30- 45 ton in hitrost valjanja je do 10-20 m /od.
Za valjanje tankega (do 0,2 mm) in ozkega (do 500 mm) traku se uporabljajo tudi reverzibilni štirivaljni mlini, vendar z majhnim premerom delovnih valjev (80 - 100 mm). Ker je takšne zvitke težko narediti gnane (zaradi nezadostne torzijske trdnosti vratov zvitkov), jih poganjamo skozi rezervne zvitke.
Zaradi velikega povpraševanja različnih industrij po tankih (debelina 0,1-0,5 mm) in najtanjših (do 1,0 mikronov) traku (traku in foliji) iz težko deformiranih zlitin, vključno z visokoogljičnimi in korozijsko odpornimi jekli povečane trdote se široko uporabljajo večvaljni obračalni mlini.Glavna prednost teh mlinov je majhen premer delovnih valjev (3-50 mm), kar zmanjša potrebno silo valjanja in omogoča veliko zmanjšanje en prehod - do 40-50% in skupno zmanjšanje (brez vmesne toplotne obdelave) do 90%.
Ker so stojala za več zvitkov (dvanajst in dvajset valjev) opremljena z delovnimi zvitki majhnega premera, ki jih podpira več vrst podpornih zvitkov in podpornih valjev, je skoraj nemogoče zapeljati steno skozi delovne zvitke, tako nastanejo štirje rezervni zvitki dveh vmesnih vrstic. Postelja delovnega stojala je masivni jekleni monoblok z visoko togostjo. Napetost v okvirju med valjanjem ne sme biti večja od 2,5 MPa, torej 20-30-krat manjša kot v okvirih štirih valjčnih stojal. Uporaba delovnih valjev minimalnega premera in visoka togost valjčnega sistema in okvirja zagotavljata možnost hladnega valjanja na teh mlinčkih tankega in najtanjšega traku visoke trdnosti (do 300–400 kN z visoko napetostjo navijalcev ).
Najprej je treba opozoriti na obsežno gradnjo mlinov s štirivalnimi stojali neprekinjenega tipa, ki jih sestavljajo štiri in pet stojal za proizvodnjo trakov ter pet in šest stojal za proizvodnjo pločevine. Najnaprednejša so petstolojne pločevine 1700-2200, zasnovane za valjanje trakov v kolobarjih, težkih do 45-60 ton s hitrostjo do 30 m/s, in šeststolojne štirivalne pločevine 1320-1450, izdelana za valjanje pločevine v zvitkih do 33-46 ton s hitrostjo do 38-40 m/s; prvič na svetu leta 1971 v podjetju "Nippon Kokal" (Japonska) popolnoma avtomatiziran kontinuirani petstoježni mlin 1420 z računalniškim krmiljenjem za "neskončno" valjanje pločevine debeline 0,15-1,6 mm s hitrostjo do 30,5 m/s.
Na področju reverzibilnih hladnih valjarjev se v tujini široko uporabljajo večvaljni (dvajsetvaljni) mlini. Uporabljajo se tudi mlini tipa MKW, ki jih je zasnoval Schloemann - Siemag (Nemčija), z delovnimi valji majhnega premera (125-250 mm), zamaknjenimi glede na navpično os podpornih zvitkov in dodatno podprti s stranskimi podpornimi valji in poganja skozi podporne zvitke.
Pri nas so zgrajene različne vrste sodobnih hladnih valjarn: kontinuirni štiristojni tip 2500 in 1700; pet-stojala 1700 in 1200, pa tudi reverzibilne štiri- in multi-roll. V zadnjih letih so začeli obratovati hladni valjarni s kontinuirnim petstoježnim mlinom 2030 za valjanje trakov iz ogljikovega jekla in kontinuirnim šeststolojnim mlinom 1400 za valjanje pločevine. Za te mline so značilni visoki tehnični parametri; Zelo pomembna tehnološka značilnost teh mlinov je uporaba postopka "neskončnega" valjanja trakov.
Valjarna je kompleks opreme, v kateri se kovina plastično deformira med vrtljivimi zvitki. V širšem smislu - sistem strojev, ki izvaja ne samo valjanje, ampak tudi pomožne operacije: transport originalne gredice iz skladišča do ogrevalnih peči in mlinskih zvitkov, prenos valjanega materiala iz enega kalibra v drugega, nagibanje, transport kovina po valjanju, rezanju na dele, označevanju ali žigosanju, ravnanju, pakiranju, prenosu končnih izdelkov v skladišče itd.
Elementi glavne linije hladne valjarne (SHP)
Glavno linijo hladnih valjarjev na splošno sestavljajo enaki elementi kot vroče valjarne: delovno stojalo, ležišča, valjarji, vretena, stojalo za zobnike, glavna sklopka, menjalnik, motorna sklopka, elektromotor.
Na hladnih valjarnih se uporabljajo tako individualni kot skupinski pogoni zvitkov, tako delovni kot nosilni in vmesni, odvisno od vrste mlina in njegovega asortimana. Najbolj razširjena shema je individualni pogon zvitkov. Njegova uporaba omogoča zmanjšanje števila vrst elektromotorjev in izbiro optimalnega prestavnega razmerja za stojala NSCP. V primeru uporabe posameznega pogona na rolo ni menjalnika, navor iz motorja pa se prenaša preko kombiniranega menjalnika. Pri kombiniranih menjalnikih se praviloma ne uporablja prestavno razmerje 1:1.
Za visokohitrostne SHP se uporabljajo zobate povezave vretena s sodčastim profilom zob. Največji kot neusklajenosti pri polnem obratovalnem navoru za takšno povezavo je 10-30° (s spremembami kota do 2°).
Tudi hladni valjarji imajo vretensko povezavo, sestavljeno iz dveh zobatih puš, nameščenih na koncu gredi kombiniranega menjalnika; dve sponke, ki povezujeta puše; štiri puše, posajene na gredi vretena; dve gredi; dve polspojki, nameščeni na koncih delovnih zvitkov; naprava za uravnoteženje (uporablja se samo pri pretovarjanju delovnih zvitkov za njihovo pritrditev).
Kot glavne spojke na SHP se uporabljajo zobniške spojke s sodčastimi zobmi. Sestavljeni so iz dveh puš in dveh sponk, povezanih s konektorjem z vodoravno nameščenimi vijaki.
Zasnovo delovnih stojal določajo predvsem obseg valjanih trakov, narava dela in število zvitkov. Za hladne valjarne za pločevinaste izdelke se uporabljajo štirivaljne stojala. Delovni valji so nameščeni v valjčnih ležajih s stožčastimi štirivrstnimi valji. Kotalno silo zaznavajo delovni zvitki, ki se prenesejo na sode podpornih zvitkov, nato na vratove HPU. Zagozde teh delovnih valjev ne pridejo v stik z zagozdimi podpornih valjev, zato se elastične deformacije delovnih zvitkov v navpični ravnini pojavljajo po shemi nosilca na elastičnih temeljih.
HPU zagotavlja večjo natančnost izdelave krmilnih dejanj zaradi izključitve zračnosti in elastičnega zategovanja tlačnega vijaka pri vrtenju pod obremenitvijo, ki sta značilna za elektromehanske NL. Poleg tega ima HPU nizko obrabo, visoko zanesljivost in enostavno vzdrževanje. Je bolj kompakten in manj kovinsko intenziven, kar omogoča kompaktnost delovnega stojala in povečanje njegove togosti. HPU, ki se nahaja na vrhu, je bolj priročen in 10-15% cenejši od naprav, ki se nahajajo pod spodnjo blazinico rezervnega zvitka.
Valjarna je sklop opreme, namenjen izvajanju plastične deformacije kovine v zvitkih (dejansko valjanje), pa tudi transportnih in pomožnih operacij. Struktura valjarnic ali oddelkov na splošno vključuje opremo glavne linije valjarne, ki jo sestavljajo grobi, vmesni in končni delovni stojali in prenosni mehanizmi, kot tudi ogrevalne peči, sistemi za hidrodekastiranje, oprema za transport, rezanje, toplotno obdelavo. , dodelava, ravnanje, zvijanje, označevanje, pakiranje valjanih izdelkov itd.
Glavne naloge valjarske proizvodnje so pridobivanje končnih valjanih izdelkov določenih dimenzij in oblik v zahtevani količini, po najnižji možni ceni, z visoko stopnjo fizikalnih in mehanskih lastnosti ter kakovostjo površine.
Valjarne odsekov so razdeljene na eno- in večverižne.
Glede na lokacijo zvitkov delimo stojala na vodoravna, navpična in univerzalna, smer valjanja pa na neprekinjeno in reverzibilno.
Odvisno od parametrov proizvedenih izdelkov se valjarne odsekov delijo na naslednji način.
· Srednje kakovostni krog do ?75 mm;
Oblikovani profili do 90 mm
· Krog majhne velikosti do ?30 mm;
Oblikovani profili do 40 mm
· Žična palica? 6-10 mm
V sodobni proizvodnji valjanja se postavljajo vse večje zahteve po pridobivanju izdelkov z zahtevanimi lastnostmi, ki zagotavljajo kompaktnost, vsestranskost, učinkovitost, vzdržljivost in energijsko intenzivnost opreme.
Ob povečanih zahtevah po dimenzijski natančnosti valjanih izdelkov in kakovosti njegove končne obdelave, veliko pozornosti namenjamo proizvodni fleksibilnosti opreme, možnosti hitre rekonfiguracije v drug asortiman ter zmanjšanju izpadov, povezanih s popravili in vzdrževanjem.
Obstaja težnja po vlivanju gredic z obliko in dimenzijami, ki so blizu parametrom končnega izdelka, kar prinaša bistvene spremembe v procesu valjanja: število potrebnih prehodov in valjarnih stojal se zmanjša z ustrezno poenostavitvijo zasnove, zmanjšanjem pri dimenzijah in specifični porabi energije pa zmanjšanje koeficienta raztezka nalaga večje zahteve za strukturo nastalih valjanih izdelkov in zahteva široko uporabo toplotne obdelave.
Trendi na sodobnem trgu kovinskih izdelkov se kažejo v zmanjševanju ponudbe gotovih valjanih izdelkov in v večji raznolikosti jekel. Vsekakor je za dosego največje produktivnosti potrebno zagotoviti minimalno trajanje postopka prehoda ob prehodu na valjanje druge velikosti, profila ali razreda jekla ter zmanjšati izpade, povezane z vzdrževanjem opreme.
Glavni proizvodi so gradbeni pribor, žična palica, žica, kotniki, šesterokotniki itd.
Hladne valjarne za železove in neželezne trakove
Hladne valjarne za železove in neželezne trakove so oprema za valjanje materiala v hladni obliki s hladno deformacijo. To pomeni, da se surovina pred valjanjem ne segreva v peči.
Ta metoda valjanja se uporablja za pridobitev tankega traku ali traku z minimalnimi vrednostmi debeline, z enakomerno sijočo ravnino, natančnimi dimenzijami prečnega prereza in visoko homogenostjo lastnosti materiala. Pri hladnem valjanju je mogoče spremeniti mehanske lastnosti kovine, ki se obdeluje, z izbiro potrebnih parametrov redukcij in temperaturnih učinkov. Valjanje materialov v hladnem stanju s hladno deformacijo je zelo razširjeno, hladno valjani izdelki pa se danes široko uporabljajo na skoraj vseh področjih naše industrije.
Pri pridobivanju končnega izdelka se včasih uporabljajo lastnosti, ki so v celoti pridobljene s hladnim valjanjem, kot je natančnost dimenzij traku z debelino do max. 0,002 mm, izboljšano med valjanjem. Včasih je cilj pri utrjevanju debelih trakov doseči izboljšane mehanske lastnosti traku, pridobljenega z valjanjem. Sodobni dizajni hladnih valjev so danes veliko naprednejši glede hitrosti valjanja ali izboljšane aksialne ali radialne nosilnosti različnih vrst podpornih in delovnih valjčnih ležajev ter njihove življenjske dobe. Pojavili so se tudi novi sistemi za merjenje in regulacijo napetosti valjanih trakov, ki nastajajo med stojali, avtomatska regulacija debeline traku in odpravljanje debelinskih razlik.
Zgornji razvoj se lahko delno izvaja na že delujočih hladnih valjarjih, s čimer se bo produktivnost že delujočih enot mlina povečala brez posebnih finančnih stroškov.
Koncept "trak" je povezan z debelino traku, ker so bile do določene točke težave z valjanjem širokega traku z debelino? 0,2 mm, v zvezi s tem so zvitki, ki jih je bilo treba zviti v trak debeline? 0,2 mm, je bilo treba pred valjanjem raztopiti, t.j. vzdolžna razdelitev na več pasov. Nato so vzdolžno razrezane trakove valjali na mlinih z zvitki manjšega premera in manjšim sodom.
Danes, ob obstoju večvaljnih linij za valjanje, kjer lahko število zvitkov seže tudi do 20, vzdolžno raztapljanje tuljave nima smisla, saj je na večvaljni enoti možno valjati tanjše in širše trakove. . Treba je misliti, da bodo v bližnji prihodnosti trakovi s širino min. 1000 mm in debeline 0,05 mm. In šele po tem bo trak šel v raztapljanje, kjer bo vzdolžno razdeljen na trakove želene širine. Vendar pa bodo na ozkih trakovih valjali zelo tanke trakove, posebne zlitine in materiale.
V zvezi s proizvodnjo izjemno tankih trakov so postale zahteve za stalnost njihove debeline veliko strožje; na njegovo enotnost. Koncept trakastega profila je medsebojno povezan s konceptom variacije debeline, ki se nanaša na povprečno razliko med debelino traku v njegovem središču in debelino znotraj določene razdalje od roba traku ali njegovega roba.
Razume se, da je profil hladno valjanega traku odvisen od ravnosti prvotnega zvitka iz linije za vroče valjanje. Na primer, konveksni profil hladno valjanega izdelka skoraj v celoti ponavlja profil izhodnega materiala iz toplo valjane proizvodnje.
Temperaturni učinki na trak, hitrost procesa deformacije, stalna reža v območju deformacije in parameter napetosti traku vplivajo na nihanje debeline kovine vzdolž celotne dolžine traku. Ta učinek na variacijo debeline ni omejen, saj je natančnost mletja cevi rezervnega valja zelo pomembna. Zasnova nosilne enote in konfiguracija zatiča (v obliki valja ali stožca) določata, kateri način krmiljenja je prednosten pri določanju natančnosti dimenzij, doseženih med brušenjem.
Obstajajo številni drugi dejavniki, ki vplivajo na razlike v debelini kovine po celotni dolžini traku. Očitno lahko nihanja v debelini materiala povzroči tudi sprememba hitrosti med valjanjem. In temu se je preprosto nemogoče izogniti, zlasti med procesi zaviranja ali pospeševanja enote.
Koeficient trenja, ki nastane med zvitki in valjanim materialom, se spreminja, kar povzroča nihanja debeline. Konzistentnost v načinu valjanja močno prispeva k stabilnosti odčitavanja debeline traku. Zvitke je treba dovajati v mlin z minimalnimi prekinitvami. Nato se ustvari skoraj neprekinjen proces valjanja, ki vključuje vzpostavitev potrebnega temperaturnega režima, ki vpliva na profil zvitkov. Pomembni premori med zvitki prispevajo k kršitvi uveljavljenih režimov, potrebna je njihova prilagoditev, parametri končnega traku pa puščajo veliko želenega. Spremembe v debelini hladno valjanega jekla so lahko posledica slabe kakovosti rezervnih zvitkov v mlinu. Pri mletju sodov zvitkov je treba vzdrževati natančnost mletja, kar vodi tudi k zmanjšanju parametrov variacije debeline. Iztek zvitkov v stojalu lahko prispeva tudi k prisotnosti razlik v debelini po celotni dolžini traku.
Debelina materiala za valjanje in natančnost valjanja omogočata določeno ekscentričnost zvitkov in njihov iztek.
Nevidne napake zvitkov, ki so skrite v notranjosti, povzročajo tudi razlike v debelini. Posledično se lahko zvitek precej močno upogne pod veliko obremenitvijo. Zvitek se preveri za prisotnost notranjih napak z ultrazvočnim detektorjem napak.
Ustvarjanje zadostne togosti stojala pomaga tudi zmanjšati nihanje debeline hladno valjanega jekla. Trdnost je mogoče povečati s prednapetostjo stojala z opremljanjem stojala z velikim številom zvitkov, zvitkov iz trdih materialov in zlitin z majhnim premerom.
Da bi zmanjšali nihanje debeline valjanega materiala, so hladni valjarji opremljeni z regulatorji debeline, ki delujejo v avtomatskem načinu, ki naknadno popravlja profil traku. Obstaja vpliv na HPU, na upogibanje in negativno upogibanje zvitkov, napetost traku, na načine hlajenja zvitkov in hitrost valjanja.
Sestava opreme valjarne in način postopka valjanja določata vrsto mlina.
To je bodisi nereverzibilna ali, nasprotno, reverzibilna ali neprekinjena kotalna enota.
Mlin z enim stojalom (enojno stojalo), ki je shematično prikazan na sliki 1, lahko pripišemo mlinu brez obračanja. Smer vrtenja zvitkov se ne spremeni. Valjan trak se vedno napaja s strani navijalca, na izhodu pa se vedno prevaža iz razvijalnika. Takšna oprema se uporablja za valjanje pločevinastega materiala ali trakov v zvitkih, ko je valjanje mogoče izvesti v enem prehodu. To je značilno za valjanje aluminijaste folije ali za valjanje na temper mlinu (slika 2).
Reverzni mlin lahko vključuje tudi mlin z enim stojalom (enostojno), shematično prikazano na sl.3. Smer vrtenja zvitkov je obrnjena. Trak se najprej zvije v eno smer, nato v drugo, pri čemer naredi več prehodov, ki določajo končne parametre končnega izdelka.
Kontinuirni mlin vključuje mlin z več stojali (večstoječi), shematično prikazano na sliki 4. Stojala na mlinu si sledijo, proces valjanja poteka neprekinjeno, po vseh stojnicah hkrati. Hladna valjarna je lahko sestavljena iz 6 stojal (za pločevino in tanke trakove) ali do 20 stojal za manjše dele specialnih jekel. Smer vrtenja zvitkov se ne spremeni. Valjan trak se vedno napaja s strani navijalca, na izhodu pa se vedno prevaža iz razvijalnika.
Danes so vse hladne kontinuirne valjarne opremljene s krmilniki procesa valjanja, ki delujejo v avtomatskem načinu in omogočajo neprekinjeno izvajanje postopka, brez ustavljanja enote. V trenutku odstranitve končnega zvitka na izstopu se naslednji zvitek naloži na vstopu (slika 5).
Vhodni del takšnih mlinov je opremljen s skupino razvijalnikov, ki jo sestavljata 2 razvijalnika, ravnalno-raztegalni stroj 2, škarje 3, varilni stroj 4, zančni akumulatorji 5, ki so potrebni za enoto v času zvara na počasna hitrost, napenjalni S-valji 6. Na izstopu iz kontinuirnega mlina 7 sta leteče škarje 8 in dve navijalki 9.
Ko zvitki dosežejo vnaprej določeno dolžino, leteče škarje, ki delujejo po principu giljotine, odrežejo trak, konec zvitka pa gre v drugo navijalko. Ko škarje delujejo, je hitrost valjanja 5 m/s.
Danes veliko pozornost zaslužijo kombinirane linije, ki jih sestavljata linija za luženje in hladna valjarna.
Linija za luženje ima hitrost, ki se ujema z visoko hitrostjo obdelave materiala linije za hladno valjanje. Na vlečni liniji in v kampu deluje visokokakovosten sistem za odsesavanje kislin in emulzij, ki je nežen do opreme obeh linij. Tračni akumulator je lahko navpičen, kar zmanjša dolžino kombinirane linije kot celote.
Kombinirane linije imajo svoje prednosti:
- zmanjšanje celotne sestave opreme;
- · eno skladišče zvitkov;
- zmanjšanje števila zaposlenih.
Oblikovanje valjarnice
Delovna stojala trakovnega mlina.
Zahteve za hladno valjane trakove postajajo vse strožje. To velja tudi za parametre natančnosti debeline, ravnosti traku in čistoče njegove površine. Te zahteve so osnova za načrtovanje opreme valjarnice, vstopa in izstopa mlina ter druge pomožne opreme.
Strukturne spremembe zadevajo valjarnice mlina. Za ustvarjanje prednapetja v stojalu se uporabljajo višje kotalne sile, tlačne naprave so postale hidravlične, PZHT so postali naprednejši itd. Sistem upogibanja in preprečevanja upogibanja delovnih in podpornih valjev izboljša ravnost traku in poveča življenjsko dobo zvitka med ponovnim brušenjem.
Za pomoč pri nadzoru ravnosti traku so na kotalnih enotah nameščeni merilniki napetosti, ki merijo napetost traku znotraj njegove širine. Sistem GNU plus sistem upogibanja in preprečevanja upogibanja delovnih in podpornih zvitkov, aksialni premik prav tako prispevajo k doseganju natančnosti glede na debelino traku ali traku.
Dva mlina za valjanje
Valjalno stojalo je opremljeno z določenim številom zvitkov, ki naknadno določajo ime kotalne enote. Dvovaljna stojala so primerna za valjanje profilnega materiala, ozkih trakov in trakov, za sploščeno žico in za postopke skin pass. Tehnologija teh procesov zahteva določeno konstruktivno opremo stojala z dvema zvitkoma. Obremenitev, ki pade na zvitke, in hitrost procesa valjanja določata izbiro ležajev za opremljanje stojala: kotalni, drsni, valjčni ležaji itd. Nenehno se preoblikujejo, da trajajo dlje in zmanjšajo toplotne izgube zaradi trenja.
Dvovaljni mlini so lahko nereverzibilni, reverzibilni, neprekinjeni. Na neprekinjenih dvovalnih mlinčkih se folijo valja in žica splošči. Primer takšnega mlina je prikazan na sl. 6. Sestava opreme je precej preprosta: razvijalnik, stojalo za valjanje materiala in navijalnik.
Stojalo za valjani material je prikazano na sl. 7. Stojalo je nameščeno na podstavku 3. Zvitke blazine, spodnje so označene pod poz. 5 in zgoraj pod poz. 4 so pritrjeni skupaj z zvitki tako, da so blazine na servisni strani pritrjene vzdolž osi podlage. S pomočjo trakov, ki so praviloma pritrjeni s sorniki na okvir, ki se nahaja na desni. Na blazinah zvitkov so vdolbine, v katere so nameščeni trakovi. Ta zasnova trdno pritrdi blazino, s čimer preprečuje njen premik vzdolž osi in daje kletki kot celoti dodatno togost.
Podložka kot celota, ki je nameščena skupaj z ležaji, distančnikom, pokrovom ležaja, hidravličnim vpenjalnim obročem, se potegne na držalo valja. Na pogonski strani se blazine imenujejo plavajoče, zato ne ostanejo nezavarovane. Postopek ravnanja z zvitkom je tako hitrejši, saj je treba trakove in pritrdilne elemente razstaviti le s strani vzdrževanja. Med valjanjem, zlasti pri visoki hitrosti, se temperaturno ravnovesje poveča, zaradi česar se zvitek podaljša, njegovo pritrditev na obeh straneh pa bi lahko povzročila zagozditev zvitka. Ta situacija pa lahko povzroči preobremenitev ležajev. Blazine spodnjih zvitkov niso nameščene neposredno na okvir, temveč na tesnila s utrjeno površino 6. Spodnji del blazine se naslanja na ravnino tesnila in ko je zvitek upognjen, se ležaj sam poravna v blazini. .
Trak vstopa v kletko po vodilni mizici 7. Miza je opremljena s stranskimi vodili, nameščenimi na valjih 9. Vodila je mogoče nastaviti glede na širino traku ali traku, za ožji ali širši trak. Med transportom se trak ne dotika samih vodil, temveč valjev, kar preprečuje obrabo vodil zaradi stalnega stika s trakom. Na mizi za ožičenje je pritrjena vpenjalna naprava 10, ki fiksira trak ali trak med naoljeno klobučevino in lesenimi blazinicami. Trak se čisti. Pred pretovarjanjem zvitkov se vijak 11 odvije, vodilna miza pa se prosto razširi čez odprtino okvirja, da ne ovira demontaže zvitka in blazine z okvirja.
Da umazanija ne pride na valjani material, zvitke očistimo s palico ali strgalom 12, ki ga pritisnemo na zvitek in z njega zbiramo umazanijo.
Trak se transportira od kletke do izhoda enote, najprej pade na sprejemno mizo 13, in se, podprt s tlačnim valjem 14, usmeri v navijalec enote. Za dvig zvitkov pri pripravi na pretovarjanje se uporablja vijačni mehanizem 2.
Tlačne naprave katere koli kotalne enote se uporabljajo za natančno kontrolo debeline valjanega materiala. Lahko so električni ali hidravlični. Ker so hidravlični tlaki dvovaljnih in štirivaljnih valjarnih konstrukcijsko izvedeni skoraj enaki, se bomo pri seznanjanju s štirivaljnim stojalom dotaknili njihovega opisa.
Pri opisu 4-valnega mlina bomo upoštevali vse dele opreme, ki so enaki za stojala za 2 in 4 valja.
Štiri-valjni mlini
Danes so štirivaljni mlini najpogostejša oprema za valjanje za proizvodnjo hladno valjanega materiala. V stojnici 4-valnega mlina so 4 zvitki: dva delovna in dva podporna. Proces valjanja poteka med delovnimi valji, podporni valji pa povečajo togost v stojala, kar olajšajo različne vrste vgradnje delovnih valjev. Običajno imajo rezervni zvitki večji premer kot delovni zvitki. S tem se odpravi upogibanje delovnih zvitkov. Na strojih s štirimi valji se običajno poganjajo samo delovni valji.
Da se delovni zvitek pritisne na podporni zvitek v neobrnjenem načinu valjanja, kar varuje delovni zvitek pred upogibom, so delovni valji nameščeni nekoliko pred nosilnimi. Zvitki so lahko nameščeni brez aksialnega premika, vendar imajo podporni zvitki dvostransko razporeditev. Kako lahko zvitke razporedimo v stojalo, si lahko ogledate na sl. 8.
Po izbiri, odvisno od tehnologije, je mogoče krmiliti oba zvitka na štirivaljni enoti. Bolje je narediti rezervne zvitke pogonske kot delovne zvitke. Če je razmerje med dolžino zvitka in premerom > 5 : 1, so kot pogonski zvitki izbrani rezervni zvitki. Na takih stojnicah se valja tanek material, kjer je vsebnost C ali Si visoka, nerjavno jeklo, t.j. kjer je treba ustvariti veliko kotalno silo. Mlin, na katerega so podprti pogonski valji, vidimo na sliki 9. V njegovih stojnicah se valja tanek material z visoko vsebnostjo C ali Si, nerjavno jeklo, visokolegirane zlitine, debelina valjanega traku pa je lahko do 0,2 mm.
Pri valjanju mehkejšega materiala z gnanimi podpornimi zvitki je mogoče doseči večja zmanjšanja.
Postelja kotalnega stojala nosi glavne obremenitve, ki so prisotne med valjanjem. Postelje so izdelane iz litega jekla. Osnovne plošče za postelje so iz jekla. Posebni zatezni mehanizmi povezujejo ležišča in jim dajejo dodatno togost. V odprtine ležišč so nameščeni podporni zvitki.
Vstavki so pritrjeni na ležišča, zahvaljujoč katerih je nastavljen položaj blazin delovnih zvitkov in HPU. Zvitki z vsakim mletjem izgubijo premer. Zato so spodaj, pod blazinami podpornih zvitkov, mehanizmi, ki uravnavajo položaj zvitka z novim premerom po mletju glede na kotalno linijo.
Zgornje podložke podpornih zvitkov so opremljene z merilniki sile kotalka. GNU uravnava režo med delovnimi zvitki v območju deformacije.
Valjni ležaji vzdržijo zelo visoke obremenitve. Nahajajo se v ogromnih blazinah, ki so nameščene v odprtino okvirja. V blazinah podpornih zvitkov so tekoči torni ležaji (FBR). Podložke delovnega valja potekajo na valjčnih ležajih (cilindričnih).
Glede na obremenitev podpornih zvitkov in hitrost procesa valjanja se za nosilne zvitke izberejo ležaji. Na visoko zmogljivih valjarnih z visoko procesno hitrostjo (10--15 m / s) kotalni ležaji ne bodo zdržali dolgo. Zato se premeri podpornih zvitkov povečajo za uporabo standardnih valjčnih ležajev ali PZT. PVT je bolj zaželen:
- So majhne velikosti
- premer zobnika se lahko poveča do 0,75 premera rezervnega zvitka,
- · ne zahtevajo skrbnega vzdrževanja, kot valjčni ležaji.
Mlini s šestimi valji
Na sl. 10 prikazuje postavitev zvitkov šestvaljnega mlina s tornim pogonom valjev tipa NS. Vmesni zvitki so pogonski v tem mlinu. Konci vmesnih zvitkov so zoženi: en zvitek ima konus na strani pogona, drugi na strani upravljavca.
Vmesni zvitki imajo možnost aksialnega premika glede na robove traku, kar pripomore k izboljšanju ravnosti traku. Vmesni zvitki se vrtijo v različnih smereh. Pri visoki hitrosti valjanja postane koeficient trenja nižji. Prečna variacija debeline traku ali traku iz NS mlina je prav tako bistveno manjša kot pri štirivaljnih stojnicah.
valjarnice
Na sl. 11a so položaji zvitkov v stojalu s šestimi zvitki. Prednost mlinov s šestimi valji pred mlini s štirimi valji je v tem, da je položaj delovnih valjev bolj fiksni. Ker so blazine v večini primerov drsne, poteka rokovanje z delovnimi zvitki z najnižjimi stroški v smislu časa.
Slabosti:
- zaradi števila zvitkov v stojala (podporni, delovni, vmesni) je njihov pregled manj dostopen, kar onemogoča skrben vizualni pregled njihove površine;
- · razlika v premeru nosilnega in delovnega valja je 2,5:1;
- Več kot je podpornih zvitkov v stojalu, težje je vzdrževati stojalo, ker morajo biti podporni zvitki vzporedni za normalno delovanje kotalne enote;
- Naprava za nastavitev valja premika štiri tlačne vijake v mlinih s šestimi valji
Za pravilno namestitev vijakov obstajajo klinaste naprave, ki služijo za njihovo namestitev in namestitev blazin. To zagotavlja potrebno vzporednost med zgornjim in spodnjim podpornim zvitkom.
Pri vgradnji zvitkov je zelo pomembna visoka natančnost, saj zagotavlja tehnološko normalen način delovanja mlina. Pojav aksialnih sil povzroča motnje v delovanju glavnih sestavnih delov kotalne enote. Kontrolni zvitki v stojalu s šestimi valji so delovni zvitki.
riž. enajst. b prikazuje enega od možnih modelov rezervnih zvitkov: izvedba je lahko trdna ali zložena. V tem primeru so posamezni valji (4 - 8 kosov) z nosilci nameščeni na os kot podporni zvitki.
Večvaljni mlini
V zadnjem času so postale bolj razširjene valjčne enote z več valji, kar je povezano s spremembo povpraševanja na trgu kovinskih izdelkov. Povečalo se je povpraševanje po tankih visokoogljičnih trakovih in trakovih iz nerjavnega jekla in posebnih jekel. Na običajnih mlinih teh naročil ni tako enostavno izpolniti: potrebno je veliko število prehodov in vmesnih toplotnih obdelav.
Zaradi uporabe velikega števila zvitkov majhnega premera je mogoče zviti trak ali trak z minimalno debelino.
Vlaganje v večvaljne mline prinaša številne prednosti:
- Zmanjšanje lastnosti teže opreme za valjanje;
- prihranki pri kovini;
- Znižanje stroškov opreme;
- · delavniška dvigala manjše dvižne zmogljivosti, ki oskrbujejo večvaljne mline;
- Zmanjšanje višine samega objekta med gradnjo delavnice;
- · znatno zmanjšanje investicij v izgradnjo delavnice za proizvodnjo hladno valjanih izdelkov kot celote.
In glavna prednost večvaljnih mlinov je pridobitev visokokakovostnega traku ali traku, saj na materialu praktično ni ali je le majhna stopnja prečne variacije debeline.
Ta stojala so lahko nereverzibilna, t.j. zvitki se nenehno vrtijo v eni smeri in reverzibilni. Tu se poganjata dva delovna valja z majhnim premerom, vsi drugi zvitki z velikim premerom služijo kot podporni zvitki in med postopkom valjanja mirujejo. Trakovi ali trakovi, valjani na takih mlinih, so precej dolgi in so zviti v kolute ali zvitke.
Za zmanjšanje tolerance debeline in izboljšanje parametrov ravnosti površine v stojalu se uporabljajo različne naprave za nadzor profila valja:
- S segrevanjem soda zvitkov;
- · proti upogibanju delovnih in podpornih zvitkov;
- dovajanje maziva po celotni širini valjanega materiala do same cone deformacije;
- · diferencirana dobava emulzije.
Debelina roba traku se vedno razlikuje od debeline traku na sredini. Na duo ali quarto mlinih, kjer se uporabljajo valji velikega premera in oprema ustvarja večjo togost stojala, se lažje izpolnijo ozke tolerance debeline izdelka.
Na mlinih z več valji se na primer trak ali trak širine 1220 mm z debelino 0,125 mm valja z toleranco debeline ± 3%. V tem primeru je dolžina traku v zvitku ali traku v nemiru približno ali več kot 10.000 m.
Vendar pa imajo mlini z več valji, zlasti tisti z 20 ali več zvitki, številne pomanjkljivosti v primerjavi z mlini z dvema ali kvarto, ki uporabljajo zvitke večjega premera. Te pomanjkljivosti so naslednje:
- · nizke stopnje kotalne sile v območju deformacije;
- · omejena hitrost valjanja in s tem povezana nizka produktivnost;
- visoka temperatura med valjanjem in težave pri odvajanju toplote iz stojala;
- povečana zapletenost delovanja mlina;
- zapletena postavitev;
- Zahteva natančnost pri pripravi zvitkov, zlasti med njihovim mletjem;
- visoki stroški energije, povezani z delovanjem pogonskih sistemov.
Vendar pa je izbira vrste kotalne enote in njena nadaljnja zasnova neposredno odvisna od potreb in povpraševanja trga ter zadovoljstva kupcev.
Hladne valjarne proizvajajo cevi s premerom od 4 do 450 mm
z debelino stene od nekaj desetink milimetra do 30 mm ali več.
Glede na uporabljeno shemo valjanja ločimo dve skupini mlinov: vzdolžno in prečno valjanje. V industriji se najpogosteje uporabljajo vzdolžni valjarni, saj so v množični proizvodnji bolj produktivni in učinkoviti. Prečni valjarni se uporabljajo za posebne namene za proizvodnjo majhnih serij preciznih cevi in tankostenskih cevi velikega premera. Valjarne vzdolžnih cevi delimo na valjarne in valjarne. Valjci se imenujejo HPT mlini, valjčni mlini - HPTR. Valjarne za križno valjanje cevi se imenujejo mlini PPT.
Glede na temperaturni režim ločimo dva načina valjanja: prvi - s hlajenjem deformacijske cone - hladno valjanje; drugi - s segrevanjem gredice do 300...450 °C pred cono deformacije - toplo valjanje.
Postopek valjanja na mlinčkih za hladno valjanje ima periodičen značaj, saj se cev med povratnim gibanjem stojala valja v ločenih odsekih po svoji dolžini.
Mlini za hladno valjanje običajno je razvrščanje na naslednji način: po naravi gibanja orodja (zvitkov) - rezkarji s fiksnimi osmi zvitkov (HPTS, NKhPT); z vrtljivimi osmi zvitkov (KhPTV in planetarno); s translatornim gibanjem osi zvitkov (HPT);
glede na število hkrati valjanih cevi - eno-, dvo- in tri-verižne; po dolžini delovnega stožca valjanih cevi - kratki hod, dolg hod (s kotom vrtenja kalibra okoli lastne osi nad 180°);
glede na temperaturne pogoje postopka - hladne in tople valjarne (z indukcijskim segrevanjem gredice);
glede na vrsto valjanih cevi - za cevi s stalnim in spremenljivim prerezom (pri oznaki tipa mlina z dodatkom indeksa P: na primer KhPT 120 P);
glede na vrsto nakladanja - mlini s končnim in stranskim polnjenjem. Poleg tega HPT mline odlikuje izvedba glavnih mehanizmov: glavni pogon, delovna stojala in razdelilni podajalniki;
glede na tip pogonske enote stojala - brez uravnoteženja, z uravnoteženjem na delovnem stojalu, z uravnoteženjem na ročični gredi, z uravnoteženjem na gredi motorja;
glede na vrsto balansirne naprave - pnevmatsko, tovor z povratnim gibanjem protiuteži, tovor z nihajnim neravnovesjem, z vrtljivimi protiutežmi;
glede na vrsto delovnega stojala - dvovaljni s premičnim stojalom, štirivaljni s premičnim stojalom, s premično valjčno kaseto in pogonskimi vodili, s stacionarnim (fiksnim) stojalom;
glede na mehanizem za podajanje in obračanje obdelovanca - tip vzvoda, vrsta zobnika s prostimi kolesi, vrsta zobnika z diferencialno prestavo, vrsta zobnika z malteškim mehanizmom; diferencialni tip s periodičnim zaviranjem epicikla in nosilca, s planetarno-hipocikloidnim pretvornikom, z elastičnimi elementi, s stacionarnim vložkom;
glede na način dela vpenjal obdelovancev - s periodičnim vračanjem (za celotno dolžino), neprekinjenim cikličnim delovanjem (z zanesljivim mehanizmom in mehanizmi s stacionarno vpenjalno glavo), s kombiniranim vračanjem (dve kartuši delujeta s prestrezanjem);
glede na lokacijo glavne konzole - desno (desno od mlina med valjanjem), levo.
Pri nas HPT mline proizvaja JSC EZTM. Konec 50-ih let. Razvit je bil valjčni način hladnega valjanja cevi, na podlagi katerega so bile izdelane hladne valjarne (CRTR) za valjanje preciznih cevi.
V tujini je največji proizvajalec HPT mlinov podjetje Mannesmann, ki je proizvedlo več kot 300 eno-, dvo- in tri-verižnih mlinov (tabela 2.9).
Stansza hladno valjanje cevi so zasnovane za proizvodnjo cevi zelo širokega spektra s posebno natančnimi geometrijskimi dimenzijami.
Zanimiva in štiricelična mlin 400 hladno valjanje pločevine in trakovi, nameščeni v kalibracijskem obratu v Magnitogorsku.
Valjanje za neprekinjeno mlini hladno valjanje so toplo valjani vloženi kolobarji z mazano površino.
V kolikor držav hladno valjanje so namenjeni prerazporeditvi asortimana jeklene pločevine, pridobljene pri držav vroče valjanje, potem so dolžine roll sodov na njih podobne.
Ponavadi te držav nastavljen po večcelični taborišča hladno valjanje in so tako rekoč njihovo nadaljevanje ...
Povsem možno je, da nova tanka pločevina držav hladno valjanje bo nameščena s podobno razporeditvijo stojal na temelju.
Na primer, pomislite na tricelično mlin 1450 hladno valjanje list železarne Magnitogorsk.
Izvedba mlini hladno valjanje. … Stans hladno valjanje listi delujejo tudi po neprekinjenem urniku.
Elastična deformacija okvirja v navpični smeri na moderno držav hladno valjanje je 0,3-0,5 mm...
Tri kletke držav hladno valjanje so bili razviti na podlagi raziskav o možnostih uporabe plastičnih lastnosti kovine v hladno valjanje.
Stansza valjanje držav držav hladno valjanje listov.
Stansza valjanje debelo jeklo. Vse z eno kletko držav delujejo po načelu vzajemnosti. … Dvostojna držav hladno valjanje listov.
V poznih petdesetih letih prejšnjega stoletja so bili držav za valjanje tramovi velikega preseka. … V 80. letih prejšnjega stoletja je prvi držav za; hladno valjanje list.
Nacionalno gospodarstvo države večinoma porabi kovino v obliki končnih ... za držav hladno valjanje 40-50 m/s, na žici držav 60 m/s in več...
neprekinjeno držav uporablja se kot gredica, list (vroče in hladno valjanje), prerez in žica.
Razlikovati med vročo in hladno valjanje. … Za vroče trgovine valjanje za katero je značilna prisotnost razcveta, ploščatosti ali slepega taborišče.
Splošno stiskanje na sodobnih držav hladno valjanje je 70-90%, kar prispeva k izboljšanju mehanskih lastnosti in zagotavlja boljšo kakovost površine...
Tri kletke držav hladno valjanje listov. Tricelični mlin 1450 hladno valjanje list železarne Magnitogorsk.
Moderno neprekinjeno držav vroče valjanje omogočajo pridobitev visokokakovostnih listov, namenjenih za hladno valjanje...
S tem se poveča masa zvitka, kar znatno poveča produktivnost. mlini hladno valjanje.
Priporočamo tudi
 Stans. Valjarne. Povzetek: Hladni valjarni Hladni valjarni za pločevino
Stans. Valjarne. Povzetek: Hladni valjarni Hladni valjarni za pločevino
 Električni in plinski varilec - prednostni poklic Zahteve za registracijo varilcev v Belorusiji
Električni in plinski varilec - prednostni poklic Zahteve za registracijo varilcev v Belorusiji
 KPI pri upravljanju popravil. Sistem motivacije za inženirja
KPI pri upravljanju popravil. Sistem motivacije za inženirja
 Kdo ima pravico dostopa do centralne toplotne naprave
Kdo ima pravico dostopa do centralne toplotne naprave
 Vodja ali specialist: kako določiti, kaj napisati v življenjepis
Vodja ali specialist: kako določiti, kaj napisati v življenjepis
 Kako zakonito delati brez registracije samostojnega podjetnika ali LLC in prejemati dohodek Ali potrebujete samostojnega podjetnika za
Kako zakonito delati brez registracije samostojnega podjetnika ali LLC in prejemati dohodek Ali potrebujete samostojnega podjetnika za