Stans. Laminoare. Rezumat: Laminoare la rece Laminor la rece pentru tablă
mori continue cu 4-5-6 standuri.
Mori inversoare cu mai multe role cu un singur suport
Aceste mori sunt folosite pentru laminarea unor loturi mici dintr-o gamă largă de table, în special din clase de oțel greu de deformat. Morile sunt ușor de instalat și pot fi laminate cu orice număr de treceri. În metalurgia feroasă, cel mai des sunt folosite morile quarto și cu 20 de role.
La morile cu un singur suport se folosesc două metode de laminare:
rularea foii duce la cușca quarto. Piesa de prelucrat inițială este o foaie decapată laminată la cald cu o grosime de 3-10,5 mm; grosimea finală a tablelor laminate până la 1,5 mm.
Bandă de rulare. Laminarea se realizează în 20 de laminoare cu un diametru al rolelor de lucru D p=3-150 mm, lungimea butoiului L b = 60-1700 mm.
Sortimentul de astfel de mori include benzi subțiri cu o grosime de 0,57-0,60 mm, latime pana la 1700 mm. Piesa de prelucrat inițială este o bandă spiralată laminată la cald decapată cu o grosime de 3-4 mm. La rularea benzilor cu grosimea de 0,002-0,10 mm piesa de prelucrat inițială este o bandă laminată la rece cu o grosime de 0,03-1,0 mm, care a suferit o recoacere „luminoasă”.
Morile inversoare cu un singur stand sunt echipate cu bobinatoare pe părțile din față și din spate. Laminarea se efectuează în mai multe treceri, rebobinarea benzii de la o bobinatoare la alta, cu tensiune mare a benzii între bobinatoare și suportul de lucru, cu utilizarea obligatorie a lubrifianților tehnologici pentru reducerea efectului forțelor de frecare asupra forței de rulare. Pe fig. 33 prezintă o diagramă a unei moară de benzi la rece cu douăzeci de role.
Orez. 33. Schema unei laminoare la rece cu douăzeci de role:
1 - role de lucru; 2 Și 3 – role intermediare și de rezervă; 4 – calibre de grosime a benzii; 5 Și 7 – dispozitive de tensionare; 6 - grup; 8 – tobe de bobinare
Moara are doar două role de lucru care deformează banda. Rolele rămase sunt de susținere și sunt proiectate pentru a reduce îndoirea rolelor de lucru.
Laminoare la rece cu bandă subțire continuă
Morile continue sunt utilizate pentru volume semnificative de producție dintr-un sortiment relativ restrâns de benzi. Morile continue moderne constau din 5-6 standuri quarto nereversibile, banda este amplasată în toate standurile în același timp. Se face o singură trecere în fiecare stand. Morile continue sunt echipate cu un derulator in fata si un bobinator in spate.
Materialul rulant pentru laminoarele continue la rece este bobine pre-decapate laminate la cald cu suprafata lubrifiata. Banda bobinată laminată la cald este obținută din laminoare la cald cu bandă largă continuă. Grosimea laminarii este, in functie de grosimea produsului finit, 2-6 mm.
În timpul laminarii la rece apar presiuni mari ale metalului pe role din cauza întăririi metalului în procesul de deformare și a influenței mari a forțelor de frecare exterioare. Laminarea la rece a benzii spiralate se realizează cu o tensiune semnificativă a benzii între suporturi și între ultimul suport și bobinator cu utilizarea obligatorie a lubrifianților tehnologici. Tensiunea benzii asigură o reducere semnificativă a presiunii metalului pe role, ceea ce permite rularea benzii cu reduceri mari la fiecare trecere și contribuie la înfășurarea strânsă a benzii pe bobinator și la poziția stabilă a acesteia între role, banda nu se deplasează de-a lungul cilindrului rolei. Utilizarea lubrifianților tehnologici duce la scăderea influenței forțelor de frecare, la scăderea presiunii metalului asupra rolelor.
Benzile cu grosimea de 0,2-3,5 sunt laminate pe mori continue cu 5 standuri mm, pe 6 cuști cu grosimea de 0,18-1,0 mm. Lățimea benzilor laminate pe aceste mori este de până la 1200 mm.
La morile continue se folosesc două metode de laminare:
Benzi de rulare cu bobine. Fiecare rolă este rulată separat.
Laminare fără sfârșit a benzii laminate. Rolele adiacente sunt sudate cap la cap înainte de rulare.
În Fig. 34.

Orez. 34. Scheme de laminoare continue ( dar) Și
infinit ( b) rulare:
1 - desfasuratoare; 2 – standuri de lucru; 3 - bobinatoare; 4 - foarfece; 5 - aparat de sudura cap la cap; 6 - dispozitiv de formare a buclei; 7 - foarfece zburătoare
În timpul rulării rulării (Fig. 34, dar) bobinele laminate la cald murate din depozit se alimentează cu macaraua la transportorul din fața laminorului la rece, din care se alimentează rând pe rând la desbobinator. Apoi, pârghia cu un electromagnet este coborâtă, magnetul atrage capătul rolei, îl ridică și îl introduce în rolele de alimentare. Aceste role introduc banda mai departe în intrare, care o fixează și o fixează în rolele primului suport.
Procesul de laminare începe la o viteză mică de umplere de 0,5-1,0 m/din. Banda este introdusă în primul suport, trecută prin rolele tuturor suporturilor și direcționată către tamburul de bobinare. Când se formează 2-3 spire de bobină pe tamburul de bobinare, moara este accelerată la o viteză de lucru de 30-40 m/din. La trecerea prin rolele capătului din spate al benzii, viteza este din nou redusă. Deoarece cea mai mare parte a benzii este rulată cu o viteză variabilă, aceasta duce la o modificare a condițiilor de rulare, a forței de rulare, a deformarii elastice a suportului și, în cele din urmă, la o modificare a grosimii benzii de-a lungul lungimii sale.
O îmbunătățire semnificativă a calității benzii este realizată la laminoarele fără sfârșit (Fig. 34, b), pe care capetele rolelor pregătite pentru laminare sunt sudate în fluxul din fața morii. Ca urmare, operațiunile de umplere frontală sunt reduse, viteza de laminare este redusă doar atunci când sudurile trec prin role, respectiv, productivitatea crește și coeficientul de consum de metal scade. Continuitatea procesului în momentul sudării capetelor rolelor adiacente, care necesită oprirea benzilor, este asigurată de prezența unui acumulator cu buclă. 6 . Când procesul de sudare a bobinei se termină, se creează din nou o acumulare de buclă a benzii, după părăsirea ultimului suport, banda este tăiată cu foarfece zburătoare 7 și se termină pe bobinatoare 3 .
Laminorile continue la rece sunt instalate in ateliere de mare productivitate pentru producerea benzilor si tablelor de sortiment specializat. Morile continue se deosebesc de cele reversibile printr-un grad mai mare de mecanizare si automatizare si parametrii tehnici mai mari in ceea ce priveste greutatea bobinei, viteza de laminare, puterea de antrenare principala; productivitatea acestor mori este mai mare decât cea a morilor inversate.
Morile continue cu patru standuri cu patru cilindri sunt utilizate pentru laminarea la rece a benzilor subțiri (cu o grosime minimă de 0,22-0,25 mm) cu o lățime de 1370-2350 mm și o masă de până la 30-35 de tone: produse finite în formă de foi sunt destinate în principal industriei auto. În conformitate cu lățimea cerută a benzii, lungimea cilindrului rolelor morilor este luată egală cu 1525-2500 mm; viteza de rulare atinge 20-25 m/s.
Morile continue cu cinci standuri cu patru cilindri sunt utilizate atât pentru laminarea benzilor subțiri (cu o grosime minimă de 0,22-0,25 mm), până la 2150 mm lățime și cu o greutate de până la 40-60 de tone la o viteză de până la 25-30 m. / s cu o lungime a butoiului de lup de până la 2000-2200 mm, și pentru rularea tablă și benzi de nămol din oțel electric (transformator și dinam) cu o grosime minimă de 0,15 - 0,18 mm, o lățime de până la 1300 mm și o greutate de până la 15 tone la o viteză de până la 30 - 37 m / s la lungimea butoiului de role de până la 1200 - 1420 mm.
Morile continue cu șase standuri și patru cilindri sunt utilizate pentru rularea tablelor subțiri cu o grosime de 0,08 - 1,0 mm, o lățime de 500 - 1300 mm și o masă de până la 30 - 46 de tone (conform proiectului) la o viteză. de până la 30 - 40 m / s (lungime butoaie - până la 1320 - 1450 mm). Staniul subțire este utilizat în industrie ca produs finit (în industria conservelor, chimică și în alte industrii) sau ca produs laminat pentru producerea de staniu deosebit de subțire cu o grosime de 0,04 - 0,075 mm. Productivitatea morilor continue pentru laminarea la rece a benzilor subtiri ajunge la 1,5-2,5 milioane de tone pe an, iar la laminarea tablei de cositor la 0,7-1,0 milioane de tone pe an.
Pentru a obține benzi subțiri cu o suprafață netedă și măsurători precise ale grosimii (de-a lungul lățimii și lungimii benzii) în timpul laminarii la rece, rolele și suportul de lucru trebuie să se caracterizeze printr-o rigiditate semnificativă. În acest scop, se folosesc mori cu patru cilindri cu role de rezervă de diametru mare și paturi de tip închis. Pentru a putea „rula” benzi subțiri, rolele trebuie să aibă cel mai mic diametru posibil, determinat de rezistența gâtului rolei de rulare în timpul transmiterii cuplului.
Rolele de lucru și de rezervă sunt realizate din oțel aliat forjat cu butoaie șlefuite. Duritatea (după Shore) a cilindrului rolelor: lucru 95-105 și suport 50-60. Standurile de lucru într-o moară continuă sunt situate la o distanță de 4500-5000 mm. Rolele de lucru ale fiecărui stand sunt antrenate de un motor electric (unul sau două) de curent continuu cu o putere de 3-5 mii kW cu control al vitezei pe o gamă largă printr-un suport de viteză (sau fără acesta) și fusuri universale.
Rolele de benzi decapate sunt instalate cu ajutorul unei macara rulante sau a unui autovehicul electric (cu mâner de pârghie) pe transportor și sunt alimentate la rândul lor către decoilerul morii. Rolele tuturor standurilor se rotesc inițial la o viteză de încărcare (0,5-1 m/s). Capătul frontal al benzii de pe rolă este îndoit (cu un îndoit magnetic sau cu racletă), printr-o masă de sârmă (rola sau plat), este alimentat secvenţial în rolele fiecărui suport și încărcat pe tamburul de bobinare. Când rulați o bandă subțire (până la 0,5 mm), capătul nu este înfiletat în fanta tamburului, ci înfășurat pe tambur (primele 2-3 spire) folosind un bici de curea.
Pentru a controla automat grosimea benzii dintre suporturi, sunt instalate role pentru a măsura tensiunea benzii și micrometrii zburători (calibrele de grosime în spatele primului și ultimului suport). Între ultimul suport și bobinator este prevăzută o rolă de ghidare. După realimentând capătul frontal al benzii de pe tamburul de bobinare, viteza rolelor tuturor standurilor este mărită la viteza maximă de funcționare. Procesul de rulare durează 5-10 minute sau mai mult, în funcție de greutatea rolei. Înainte de sfârșitul rulării, viteza rolelor este redusă: rola benzii laminate este împinsă de pe tamburul de bobinare și trimisă pentru recoacere sau curățare electrolitică.
Pentru a reduce forța de rulare și posibilitatea de „rulare” a unei benzi subțiri în bețișoare cu un diametru relativ mare în timpul rulării pe o bandă furnizare lubrifiant ( la gest de rulare - ulei de palmier sau înlocuitori ai acestuia, la rularea benzilor mai groase - emulsie uleioasă).
De regulă, laminarea benzilor pe o moară continuă se efectuează într-o singură trecere. În unele cazuri (de exemplu, la rularea oțelului electric siliciu), pentru a obține grosimea necesară a benzii finite și proprietățile acesteia (magnetice, mecanice), după prima trecere, bobina este recoacetă și apoi rulată din nou pe aceeași. moara.
Morile reversibile cu patru cilindri cu un singur suport (mai rar cu două turnări) sunt similare ca design cu cele continue. Laminarea pe aceste mori se efectuează în mai multe treceri inverse, prin urmare, un bobinator este instalat pe partea de ieșire a morii, iar un al doilea bobinator este instalat pe partea de intrare, în plus față de decoiler.
Laminoarele inversoare la rece sunt instalate în ateliere cu un volum mic de producție (50-120 mii tone/an) cu o gamă largă de benzi din oțeluri cu emisii scăzute de carbon, aliate și electrice. În unele cazuri, morile inversoare sunt instalate în magazinele de laminare la rece de mare capacitate, pe lângă morile continue. Prin proiectare, morile inversoare sunt împărțite în mori cu antrenare „prin rolele de lucru și prin rolele de rezervă.
Morile reversibile cu patru cilindri sunt fabricate în principal cu o lungime a cilindrii de la 1000-1200 la 2000-2300 mm (care asigură laminarea benzilor cu un raport dintre lățimea și grosimea de 6000 sau mai mult; masa rolelor este de 30- 45 tone iar viteza de rulare este de până la 10-20 m/de la.
Pentru rularea benzilor subțiri (până la 0,2 mm) și înguste (până la 500 mm), se folosesc și mori reversibile cu patru role, dar cu un diametru mic al rolelor de lucru (80 - 100 mm). Deoarece este dificil să se antreneze astfel de role (din cauza rezistenței insuficiente la torsiune a gâturilor rolei), acestea sunt antrenate prin role de rezervă.
Datorită cererii mari a diverselor industrii pentru benzi (bandă și folie) subțiri (0,1-0,5 mm grosime) și cele mai subțiri (până la 1,0 microni) din aliaje greu deformabile, inclusiv oțeluri cu conținut ridicat de carbon și rezistente la coroziune de duritate crescută, sunt utilizate pe scară largă morile inversoare cu mai multe role.Principalul avantaj al acestor mori este diametrul mic al rolelor de lucru (3-50 mm), care reduce forța de laminare necesară și face posibilă obținerea unei reduceri mari a o trecere - până la 40-50% și reducerea totală (fără tratament termic intermediar) până la 90%.
Deoarece standurile cu role multiple (douăsprezece și douăzeci de role) sunt echipate cu role de lucru cu diametru mic, susținute de mai multe rânduri de role de rezervă și role de rezervă, este aproape imposibil să conduceți peretele prin rolele de lucru, astfel încât patru role de rezervă din două rânduri intermediare sunt făcute antrenate. Patul suportului de lucru este un monobloc masiv din oțel cu rigiditate ridicată. Tensiunea din cadru în timpul rulării este permisă nu mai mult de 2,5 MPa, adică de 20-30 de ori mai puțin decât în cadrele a patru suporturi de rulare. Utilizarea rolelor de lucru cu un diametru minim și rigiditatea ridicată a sistemului de role și a cadrului oferă posibilitatea de laminare la rece pe aceste mori a unei benzi subțiri și mai subțiri de înaltă rezistență (până la 300–400 kN cu tensiune mare prin bobinatoare). ).
În primul rând, trebuie remarcată construcția extinsă de mori cu standuri cu patru role de tip continuu, formate din patru și cinci standuri pentru producția de benzi și cinci și șase standuri pentru producția de cositor. Cele mai avansate sunt mori de tablă cu cinci standuri 1700-2200, concepute pentru laminarea benzilor în bobine cu o greutate de până la 45-60 de tone la o viteză de până la 30 m/s, și morile de tablă cu șase standuri și patru role 1320-1450, proiectat pentru laminarea tablei in role.cu o greutate de pana la 33-46 tone la o viteza de pana la 38-40 m/s; pentru prima dată în lume, în 1971, la compania Nippon Kokal (Japonia), a fost pusă în funcțiune o moară continuă complet automatizată cu cinci standuri 1420 cu control computerizat pentru laminarea „nesfârșită” a tablei de tablă cu o grosime de 0,15-1,6 mm la o viteză de până la 30,5 m/s.
În domeniul laminoarelor reversibile la rece, morile cu role multiple (douăzeci de role) sunt utilizate pe scară largă în străinătate. De asemenea, sunt utilizate mori de tip MKW, proiectate de Schloemann - Siemag (Germania), cu role de lucru de diametru mic (125-250 mm), decalate față de axa verticală a rolelor de rezervă și susținute suplimentar de role de sprijin laterale, și antrenat prin rolele de sprijin.role.
În țara noastră au fost construite diverse tipuri de laminoare moderne la rece: tipurile continue cu patru standuri 2500 și 1700; 1700 și 1200 cu cinci standuri, precum și cu patru role și mai multe role reversibile. În ultimii ani, laminoarele la rece au fost lansate cu o moara continuă cu cinci standuri 2030 pentru laminarea benzilor de oțel carbon și o moara continuă cu șase standuri 1400 pentru laminarea tablei. Aceste mori se caracterizează prin parametri tehnici înalți; O caracteristică tehnologică foarte importantă a acestor mori este utilizarea procesului de laminare a benzilor „nesfârșite”.
Un laminor este un complex de echipamente în care metalul este deformat plastic între role rotative. Într-un sens mai larg - un sistem de mașini care efectuează nu numai laminare, ci și operațiuni auxiliare: transportul țaglei originale din depozit la cuptoare de încălzire și role de moara, transferul materialului laminat de la un calibru la altul, înclinarea, transportul metal după rulare, tăiere în piese, marcare sau marcare, îndreptare, ambalare, transfer al produselor finite în depozit etc.
Elemente ale liniei principale a laminoarei la rece (SHP)
Linia principală de laminoare la rece constă în general din aceleași elemente ca și laminoare la cald: suport de lucru, paturi, role de laminare, fusuri, suport de viteze, ambreiaj principal, cutie de viteze, cuplaj motor, motor electric.
La laminoarele la rece se folosesc atat antrenari individuale cat si grupale de role, atat de lucru, cat si de sustinere si intermediare, in functie de tipul de moara si sortimentul acesteia. Cea mai utilizată schemă este o antrenare individuală a rolelor. Aplicația sa permite reducerea numărului de tipuri de motoare electrice și alegerea raportului optim de transmisie pentru standurile NSHP. În cazul utilizării unei transmisii individuale de rulare, nu există un suport de viteză, iar cuplul de la motor este transmis printr-o cutie de viteze combinată. De regulă, un raport de transmisie 1:1 nu este utilizat la cutiile de viteze combinate.
Pentru SHP de mare viteză, se folosesc conexiuni ale axului dintat cu un profil de dinte în formă de butoi. Cel mai mare unghi de dezaliniere la cuplul maxim de operare pentru o astfel de conexiune este de 10-30° (cu modificări de rulare de până la 2°).
De asemenea, laminoarele la rece au o conexiune de ax, formata din doua bucse dintate, plantate la capatul arborilor cutiei de viteze combinate; două cleme care leagă bucșele; patru bucșe plantate pe arborii fusului; doi arbori; două semicuple puse pe capetele rolelor de lucru; dispozitiv de echilibrare (utilizat numai în timpul transbordării rolelor de lucru pentru fixarea acestora).
Cuplajele angrenate cu dinți cilindri sunt utilizate ca cuplaje principale pe SHP. Acestea constau din două bucșe și două cleme conectate printr-un conector cu șuruburi amplasate orizontal.
Proiectarea standurilor de lucru este determinată în principal de gama de benzi laminate, natura lucrării și numărul de role. Pentru laminoarele la rece pentru produse din tablă se folosesc suporturi cu patru role. Rolele de lucru sunt montate în rulmenți cu role conice pe patru rânduri. Forța de rulare este percepută de rolele de lucru, transferată pe butoaiele rolelor de rezervă, apoi către gâturile HPU. Calele acestor role de lucru nu intră în contact cu calele rolelor de sprijin, prin urmare, deformațiile elastice ale rolelor de lucru în plan vertical apar după schema unei grinzi pe fundații elastice.
HPU oferă o mai mare precizie în elaborarea acțiunilor de control datorită excluderii jocului și strângerii elastice a șurubului de presiune atunci când este rotit sub sarcină, care sunt tipice pentru NU electromecanic. În plus, HPU are uzură redusă, fiabilitate ridicată și ușurință de întreținere. Este mai compact și mai puțin intens de metal, ceea ce face posibilă compactarea suportului de lucru și creșterea rigidității acestuia. HPU, situat în partea de sus, este mai convenabil și cu 10-15% mai ieftin decât dispozitivele situate sub placa de jos a rolei de rezervă.
Un laminor este un ansamblu de echipamente concepute pentru a efectua deformarea plastică a metalului în role (laminarea în sine), precum și operațiunile de transport și auxiliare. Structura magazinelor sau departamentelor de laminare include, în general, echipamente ale liniei principale a laminoarelor, constând din standuri de lucru de degroșare, intermediare și de finisare și mecanisme de transmisie, precum și cuptoare de încălzire, sisteme pentru hidrodetartraj, echipamente pentru transport, tăiere, tratament termic , finisare, îndreptare, bobinare, marcare, ambalare produse laminate etc.
Sarcinile principale ale producției de laminare sunt obținerea de produse laminate finite de dimensiuni și forme specificate în cantitatea necesară, la cel mai mic cost posibil, cu un nivel ridicat de proprietăți fizice și mecanice și de calitate a suprafeței.
Laminoarele cu secțiuni sunt împărțite în monofilare și multicatenare.
În funcție de locația rolelor, standurile sunt împărțite în orizontale, verticale și universale, dar direcția de rulare este împărțită în continuă și reversibilă.
În funcție de parametrii produselor fabricate, laminoarele secțiunii sunt împărțite după cum urmează.
· Cerc de grad mediu până la 75 mm;
Profile profilate până la 90 mm
· Cerc de dimensiuni mici de până la 30 mm;
Profile profilate de până la 40 mm
· Tija de sârmă 6-10 mm
În producția modernă de laminare se pun cerințe sporite pentru obținerea de produse cu proprietățile cerute, asigurând compactitatea, versatilitatea, eficiența, mentenabilitatea și intensitatea energetică a echipamentelor.
Alături de cerințele crescute pentru acuratețea dimensională a produselor laminate și calitatea finisajului acestora, se acordă o mare atenție flexibilității de producție a echipamentelor, posibilității de reconfigurare promptă la un sortiment diferit și reducerii timpilor de nefuncționare asociate reparațiilor și întreținerii.
Există tendința de a turna țagle cu o formă și dimensiuni apropiate de parametrii produsului finit, ceea ce introduce schimbări semnificative în procesul de laminare: numărul de treceri și standuri de laminare necesare este redus cu o simplificare corespunzătoare a designului, o scădere. în dimensiuni și consum specific de energie însă, o scădere a coeficientului de alungire impune cerințe sporite asupra structurii produselor laminate rezultate și necesită utilizarea pe scară largă a tratamentului termic.
Tendințele pe piața modernă a produselor metalice se manifestă printr-o scădere a gamei de produse laminate finite și într-o varietate mai mare de calități de oțel. În orice caz, pentru a obține cea mai mare productivitate, este necesar să se asigure durata minimă a procesului de schimbare la trecerea la laminare de altă dimensiune, profil sau calitate de oțel, precum și reducerea timpului de nefuncționare asociat întreținerii echipamentelor.
Principalele produse sunt fitingurile pentru construcții, sârmă, sârmă, unghiuri, hexagoane etc.
Laminoare la rece pentru benzi feroase si neferoase
Laminoarele la rece pentru benzi metalice feroase și neferoase sunt echipamente pentru laminarea materialului în formă la rece prin deformare la rece. Aceasta înseamnă că materia primă nu este încălzită într-un cuptor înainte de rulare.
Această metodă de laminare este utilizată în vederea obținerii unei benzi sau benzi subțiri cu valori minime de grosime, cu un plan uniform lucios, dimensiuni precise în secțiune transversală și omogenitate ridicată a proprietăților materialului. In timpul laminarii la rece este posibila modificarea proprietatilor mecanice ale metalului prelucrat prin alegerea parametrilor necesari de reduceri si efecte de temperatura. Laminarea materialelor în stare rece prin deformare la rece este larg răspândită, iar produsele laminate la rece sunt acum utilizate pe scară largă în aproape toate domeniile industriei noastre.
La obtinerea produsului finit se folosesc uneori proprietatile complet obtinute prin laminare la rece, precum precizia dimensiunilor benzii cu grosimea de pana la max. 0,002 mm, îmbunătățită în timpul rezistenței la rulare. Uneori, la întărirea benzilor groase, se urmărește obținerea de proprietăți mecanice îmbunătățite ale benzii obținute prin laminare. Modelele moderne ale laminoarelor la rece de astăzi sunt mult mai avansate în ceea ce privește viteza de laminare sau capacitatea îmbunătățită de încărcare axială sau radială a diferitelor tipuri de rulmenți de rezervă și rulmenți de lucru, precum și durata de viață a acestora. De asemenea, au apărut noi sisteme de măsurare și reglare a tensiunii benzilor laminate create între standuri, reglarea automată a grosimii benzii și eliminarea diferențelor de grosime.
Evoluțiile de mai sus pot fi implementate parțial pe unitățile de laminare la rece deja în funcțiune, drept urmare productivitatea unităților deja în funcțiune ale morii va fi crescută fără costuri financiare speciale.
Conceptul de „bandă” este legat de grosimea benzii, deoarece până la un anumit punct au existat dificultăți la rularea unei benzi late cu o grosime? 0,2 mm, în acest sens, rolele care trebuiau rulate într-o bandă de grosime? 0,2 mm, a fost necesar să se dizolve înainte de rulare, adică. împărțirea longitudinală în mai multe benzi. După aceea, fâșiile tăiate longitudinal au fost laminate pe mori cu role cu un diametru mai mic și un butoi mai mic.
Astăzi, odată cu existența liniilor de laminare cu mai multe role, unde numărul de role poate ajunge până la 20, nu are rost să dizolvarea longitudinală a bobinei, deoarece este posibil să rulați benzi mai subțiri și mai late pe o unitate cu mai multe role. . Trebuie să ne gândim că în viitorul apropiat benzi cu o lățime de min. 1000 mm și 0,05 mm grosime. Și numai după aceea banda va merge la dizolvare, unde va fi împărțită longitudinal în benzi de lățimea dorită. Cu toate acestea, benzi foarte subțiri, aliaje speciale și materiale vor fi laminate pe mori de benzi înguste.
În legătură cu producția de benzi extrem de subțiri, cerințele pentru constanța grosimii lor au devenit mult mai stricte; la uniformitatea sa. Conceptul de profil de bandă este interconectat cu conceptul de variație a grosimii, care se referă la diferența medie dintre grosimea unei benzi în centrul ei și grosimea la o anumită distanță de marginea benzii sau marginea acesteia.
Se înțelege că profilul benzii laminate la rece depinde de planeitatea rolei originale de pe linia de laminare la cald. De exemplu, profilul convex al unui produs laminat la rece repetă aproape complet profilul materialului sursă dintr-o producție laminată la cald.
Efectele temperaturii asupra benzii, viteza procesului de deformare, un decalaj constant în zona de deformare și respectiv parametrul de tensiune a benzii afectează variația grosimii metalului pe toată lungimea benzii. Acest efect asupra variației grosimii nu este limitat, deoarece precizia șlefuirii cilindrului rolelor de rezervă este de asemenea importantă. Designul unității de susținere și configurația știftului de rulare (sub formă de cilindru sau con) determină ce metodă de control este preferată pentru determinarea preciziei dimensiunilor realizate în timpul șlefuirii.
Există o serie de alți factori care influențează diferențele de grosime a metalului de-a lungul întregii lungimi a benzii. Evident, fluctuațiile în grosimea materialului pot fi cauzate și de o schimbare a vitezei în timpul rulării. Și acest lucru este pur și simplu imposibil de evitat, mai ales în timpul proceselor de frânare sau accelerare a unității.
Coeficientul de frecare creat între role și materialul laminat se modifică, provocând astfel fluctuații de grosime. Consecvența în modul de rulare contribuie foarte mult la stabilitatea citirii grosimii benzii. Rolele ar trebui să fie alimentate la moară cu întreruperi minime. Apoi se creează un proces de laminare aproape continuu, care presupune stabilirea regimului de temperatură necesar, care afectează profilul rolelor. Pauze semnificative între role contribuie la încălcarea modurilor stabilite, ajustarea lor este necesară, iar parametrii benzii finite lasă mult de dorit. Variația grosimii oțelului laminat la rece poate fi cauzată de rolele de rezervă de proastă calitate la moara. La măcinarea butoaielor de role, este necesar să se mențină precizia măcinarii, ceea ce duce, de asemenea, la minimizarea parametrilor de variație a grosimii. Deplasarea rolelor în stand poate contribui, de asemenea, la prezența diferențelor de grosime pe toată lungimea benzii.
Grosimea materialului de rulat și precizia laminarii permit o anumită excentricitate a rolelor și curățarea acestora.
Defectele invizibile ale rolelor ascunse în interior duc și la diferențe de grosime. Ca rezultat, rola se poate îndoi destul de puternic sub sarcină grea. Rola este verificată pentru prezența defectelor interne cu ajutorul unui detector de defecte cu ultrasunete.
Crearea unei rigidități suficiente în suport ajută, de asemenea, la reducerea variației de grosime a oțelului laminat la rece. Rigiditatea poate fi mărită prin precomprimarea suportului prin dotarea suportului cu un număr mare de role, role din materiale dure și aliaje cu diametru mic.
Pentru a reduce variația de grosime a materialului laminat, laminoarele la rece sunt echipate cu regulatoare de grosime care funcționează în regim automat, care corectează ulterior profilul benzii. Există un impact asupra HPU, asupra îndoirii și îndoirii negative a rolelor, asupra tensiunii benzii, asupra metodelor de răcire a rolelor și asupra vitezei de rulare.
Compoziția echipamentului laminorului și metoda procesului de laminare determină tipul de laminor.
Aceasta este fie o unitate de rulare ireversibilă, fie, dimpotrivă, reversibilă sau continuă.
O moară cu un singur suport (un singur suport), prezentată schematic în Fig. 1, poate fi atribuită morii fără inversare. Sensul de rotație al rolelor nu se modifică. Banda rulată este alimentată întotdeauna din lateralul bobinatorului, iar la ieșire este întotdeauna transportată din derulator. Un astfel de echipament este utilizat pentru rularea materialului din tablă sau benzi în role, atunci când rularea poate fi efectuată într-o singură trecere. Acest lucru este tipic pentru rularea foliei de aluminiu sau pentru rularea pe o moară de temperare (Fig. 2).
Moara inversată poate include și o moară cu un suport (un singur suport), prezentată schematic în Fig.3. Sensul de rotație al rolelor este inversat. Banda se rulează mai întâi într-o direcție, apoi în cealaltă, făcând mai multe treceri, care determină parametrii finali ai produsului finit.
O moară continuă include o moară cu mai multe suporturi (multi-stand), prezentată schematic în Figura 4. Standurile de pe moară se succed, procesul de laminare continuă continuu, pe toate standurile deodată. Laminarea la rece poate consta din 6 suporturi (pentru tablă și bandă subțire) sau până la 20 de suporturi pentru secțiuni mici de oțeluri speciale. Sensul de rotație al rolelor nu se modifică. Banda rulată este alimentată întotdeauna din lateralul bobinatorului, iar la ieșire este întotdeauna transportată din derulator.
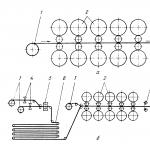
Astăzi, toate laminoarele continue la rece sunt echipate cu controlere de proces de laminare care funcționează în regim automat și permit desfășurarea continuă a procesului, fără a opri unitatea. În momentul scoaterii rolei finite la ieșire, următoarea rolă este încărcată la intrare (Fig. 5).
Partea de intrare a unor astfel de mori este echipată cu un grup de derulatoare, constând din 2 derulatoare, o mașină de îndreptat-întindere 2, foarfece 3, o mașină de sudură 4, unități de buclă 5, care sunt necesare pentru unitate în momentul sudurii. la viteză mică, tensionați rolele S 6. La ieșirea din moara continuă 7 se află foarfece zburătoare 8 și două bobinatoare 9.
Când rolele ating lungimea predeterminată, foarfecele zburătoare, lucrând pe principiul ghilotinei, taie banda, iar capătul rolei merge la a doua bobinatoare. Când foarfecele funcționează, viteza de rulare este de 5 m/sec.
Astăzi, liniile combinate formate dintr-o linie de decapare și o laminor la rece merită o mare atenție.
Linia de decapare are o viteză potrivită cu viteza mare de prelucrare a materialului a liniei de laminare la rece. Pe linia de traulare și pe tabără funcționează un sistem de aspirare a vaporilor de acid și emulsie de înaltă calitate, care este blând cu echipamentul ambelor linii. Acumulatorul de bandă poate fi vertical, ceea ce reduce lungimea liniei combinate în ansamblu.
Liniile combinate au avantajele lor:
- reducerea compoziției totale a echipamentelor;
- · un depozit de rulouri;
- reducerea numărului de personal.
Proiectare laminoare
Standuri de lucru ale unei moară de benzi.
Cerințele pentru benzile laminate la rece devin din ce în ce mai dure. Acest lucru se aplică și parametrilor de precizie ai grosimii, planeității benzii și curățeniei suprafeței sale. Aceste cerințe formează baza pentru proiectarea echipamentelor standului de laminare, a intrării și ieșirii la fabrică și a altor echipamente auxiliare.
Modificările structurale privesc standurile de laminare ale morii. Pentru a crea o precomprimare în stand, se folosesc forțe de rulare mai mari, dispozitivele de presiune au devenit hidraulice, PZHT au devenit mai avansate etc. Sistemul de îndoire și anti-îndoire a rolelor de lucru și de rezervă îmbunătățește planeitatea benzii și crește durata de viață a ruloului între reșlefuiri.
Pentru a ajuta la controlul planeității benzii, pe unitățile de rulare sunt instalate contoare de tensiune, care măsoară tensiunea benzii în lățimea sa. Sistemul GNU plus sistemul de îndoire și anti-îndoire a rolelor de lucru și de rezervă, deplasarea axială contribuie de asemenea la obținerea preciziei în ceea ce privește grosimea benzii sau benzii.
Două laminoare
Standul de rulare este echipat cu un anumit număr de role, care determină ulterior denumirea unității de rulare. Standurile cu două role sunt potrivite pentru rularea materialului profilat în secțiune, benzi și benzi înguste, pentru aplatizarea sârmei și pentru procesele de trecere a pielii. Tehnologia acestor procese necesită o anumită dotare constructivă a standului cu două role. Sarcina care cade pe role și viteza procesului de laminare determină alegerea rulmenților pentru echiparea standului: rulmenți, alunecare, cu role etc. Ele sunt în mod constant reproiectate pentru a dura mai mult și pentru a reduce pierderile de căldură prin frecare.
Morile cu două role pot fi ireversibile, reversibile, continue. La morile continue cu două role, folia este laminată și firul este aplatizat. Un exemplu de astfel de moară este prezentat în Fig. 6. Compoziția echipamentului este destul de simplă: decoiler, suport de rulare material și bobinator.
Suportul pentru material rulant este prezentat în fig. 7. Suportul se instalează pe bază 3. Ruloacă perne, cele inferioare sunt indicate la poz. 5 și sus sub poz. 4 sunt fixate împreună cu rolele astfel încât pernele de pe partea de serviciu să fie fixate de-a lungul axei bazei. Cu ajutorul benzilor, care, de regulă, sunt fixate cu șuruburi pe cadrul situat în dreapta. Pe pernele rulourilor există niște niște în care sunt instalate benzile. Acest design fixează ferm perna, prevenind astfel deplasarea acesteia de-a lungul axei și oferind cuștii în ansamblu o rigiditate suplimentară.
Cala, în ansamblu, montată împreună cu rulmenți, distanțier, capac rulment, inel hidraulic de strângere, este trasă pe trunionul rulou. Pe partea de antrenare, pernele sunt numite plutitoare, astfel încât să nu rămână neasigurate. Procedura de manipulare a rolei este astfel mai rapidă, deoarece benzile și elementele de fixare trebuie să fie demontate doar din partea de întreținere. În timpul rulării, în special la viteză mare, echilibrul de temperatură crește, drept urmare ruloul se prelungește, iar fixarea acesteia pe ambele părți poate duce la blocarea rolei. Această situație, la rândul său, ar putea duce la suprasolicitarea rulmenților. Pernele rolelor inferioare sunt instalate nu direct pe cadru, ci pe garnituri cu o suprafață întărită 6. Partea inferioară a pernei se sprijină pe planul garniturii, iar când rola este îndoită, rulmentul se autoaliniază în pernă. .
Banda intră în cușcă de-a lungul mesei de ghidare 7. Masa este echipată cu ghidaje laterale montate pe role 9. Ghidajele pot fi reglate în funcție de lățimea benzii sau benzii, pentru o bandă mai îngustă sau mai lată. În timpul transportului, banda nu atinge ghidajele în sine, ci rolele, ceea ce previne uzura ghidajelor din cauza contactului constant cu banda. Pe masa de cablare este fixat un dispozitiv de prindere 10, care fixează banda sau banda între pâsla unsă și plăcuțele de lemn. Banda este în curs de curățare. Înainte de transbordarea rolelor, șurubul 11 este deșurubat, iar masa de ghidare este extinsă liber dincolo de deschiderea cadrului, pentru a nu împiedica demontarea rolei și a pernei de pe cadru.
Pentru ca murdăria să nu ajungă pe materialul rulat, rulourile sunt curățate cu o bară, sau cu o racletă 12, care este presată pe rolă, colectând murdăria din aceasta.
Banda este transportată de la cușcă la ieșirea unității, căzând mai întâi pe masa de primire 13 și, susținută de o rolă de presiune 14, este direcționată către înfășuratorul unității. Pentru a ridica rolele în pregătirea pentru transbordare, se folosește un mecanism cu șurub 2.
Dispozitivele de presiune ale oricărei unități de laminare sunt utilizate pentru controlul precis al grosimii materialului laminat. Pot fi electrice sau hidraulice. Deoarece presiunile hidraulice ale laminoarelor cu două și patru cilindri sunt realizate din punct de vedere structural aproape la fel, vom atinge descrierea lor atunci când ne familiarizăm cu suportul cu patru role.
Vom lua în considerare toate echipamentele care sunt aceleași pentru standurile cu 2 și 4 role atunci când descriem moara cu 4 role.
Mori cu patru role
Astăzi, morile cu patru cilindri sunt cele mai comune echipamente de laminare pentru producția de material laminat la rece. În standul morii cu 4 role sunt 4 role: două role de lucru și două role de sprijin. Procesul de laminare are loc între rolele de lucru, iar rolele de sprijin măresc rigiditatea în stand, ceea ce este facilitat de diferite tipuri de instalare a rolelor de lucru. De obicei, rolele de rezervă sunt mai mari în diametru decât rolele de lucru. Acest lucru elimină deformarea rolelor de lucru. La mașinile cu patru role, de obicei sunt antrenate doar rolele de lucru.
Pentru ca rola de lucru să fie apăsată pe rola de sprijin în modul de rulare ireversibilă, ceea ce salvează rola de lucru de la deformare, rolele de lucru sunt plasate ușor înaintea rolelor de susținere. Rolele pot fi amplasate fără deplasare axială, dar apoi rolele de sprijin au un aranjament pe două fețe. Modul în care rulourile pot fi aranjate în stand poate fi văzut în Fig. 8.
La alegere, în funcție de tehnologie, pot fi controlate ambele role pe o unitate de rulare cu patru role. Este mai bine să faceți role de rezervă role de antrenare decât role de lucru. Dacă raportul dintre lungimea rolei și diametrul este > 5:1, atunci rolele de rezervă sunt selectate ca role de antrenare. Pe astfel de suporturi se rulează material subțire, unde conținutul de C sau Si este mare, oțel inoxidabil, adică. unde este necesar să se creeze o forță mare de rulare. Moara, pe care sunt sprijinite rolele de antrenare, vedem în Fig. 9. În standurile sale sunt laminate material subțire cu un conținut ridicat de C sau Si, oțel inoxidabil, aliaje înalt aliaje, iar grosimea benzii laminate poate fi de până la 0,2 mm.
Când rulați material mai moale cu role de rezervă antrenate, se pot obține reduceri mai mari.
Patul suportului de rulare suportă sarcinile principale prezente în timpul rulării. Paturile sunt din otel turnat. Plăcile de bază pentru paturi sunt din oțel. Mecanisme speciale de strângere leagă paturile și le conferă o rigiditate suplimentară. Rolele de rezervă sunt instalate în deschiderile patului.
Inserțiile sunt atașate de paturi, datorită cărora este stabilită poziția pernelor rolelor de lucru și a HPU. Rulourile cu fiecare măcinare pierd în diametru. Prin urmare, mai jos, sub pernele rolelor de rezervă, există mecanisme care reglează poziția rolei cu un nou diametru după șlefuire față de linia de rulare.
Calele superioare ale rolelor de rezervă sunt echipate cu contoare de forță de rulare. GNU reglementează decalajul dintre rolele de lucru în zona de deformare.
Rulmenții suportă sarcini foarte mari. Sunt amplasate în perne uriașe care sunt instalate în deschiderea cadrului. În pernele rolelor de rezervă există rulmenți cu frecare lichidă (FBR). Calele de lucru rulează pe rulmenți cu role (cilindrice).
În funcție de încărcarea rolelor de rezervă și de viteza procesului de laminare, rulmenții sunt selectați pentru rolele de rezervă. La laminoarele de înaltă performanță cu o viteză mare de proces (10--15 m/s), rulmenții nu vor rezista mult. Prin urmare, diametrele rolelor de rezervă sunt mărite pentru a utiliza rulmenți cu role standard sau PZT. PVT este mai de preferat:
- Au dimensiuni mici
- diametrul trunionului poate fi mărit până la 0,75 din diametrul rolei de rezervă,
- · nu solicita întreținere atentă, cum ar fi rulmenții cu role.
Mori cu șase role
Pe fig. 10 prezintă dispunerea rolelor unei mori cu șase role cu o antrenare prin frecare a rolelor de tip NS. Rolele intermediare sunt cele de antrenare în această moară. Capetele rolelor intermediare sunt conice: o rolă are o conică pe partea de antrenare, cealaltă pe partea operatorului.
Rolele intermediare au posibilitatea deplasării axiale în raport cu marginile benzii, ceea ce ajută la îmbunătățirea planeității benzii. Rolele intermediare se rotesc în direcții diferite. La viteză mare de rulare, coeficientul de frecare scade. Variația transversală a grosimii benzii sau benzii de la moara NS este, de asemenea, semnificativ mai mică decât la standurile cu patru role.
laminoare
Pe fig. 11a sunt pozițiile rolelor în suportul cu șase role. Avantajul morilor cu șase cilindri față de morile cu patru cilindri este că poziția rolelor de lucru este mai fixă. Deoarece pernele sunt în cele mai multe cazuri alunecare, manipularea rolelor de lucru se realizează cu cel mai mic cost din punct de vedere al timpului.
Dezavantaje:
- numărul de role din stand (suport, de lucru, intermediar) face inspecția lor mai puțin accesibilă, ceea ce face imposibilă efectuarea cu atenție a unei inspecții vizuale a suprafeței lor;
- · diferența de diametru al rolei suport și al rolei de lucru este de 2,5:1;
- Cu cât sunt mai multe role de rezervă în suport, cu atât este mai dificilă întreținerea suportului, deoarece rolele de rezervă trebuie să fie paralele pentru funcționarea normală a unității de rulare;
- Dispozitivul de reglare a rolei deplasează patru șuruburi de presiune în mori cu șase role
Pentru montarea corectă a șuruburilor, există dispozitive cu pană care servesc la instalarea acestora și montarea pernelor. Acest lucru asigură că este atins paralelismul necesar între rolele de sus și de jos.
La instalarea rolelor, precizia ridicată este foarte importantă, deoarece asigură un mod de funcționare normal din punct de vedere tehnologic al morii. Apariția forțelor axiale provoacă defecțiuni în funcționarea principalelor componente ale unității de laminare. Rolele de control din suportul cu șase role sunt rolele de lucru.
Orez. unsprezece. b ne arată unul dintre posibilele modele de role de rezervă: execuția poate fi solidă sau stivuită. În acest caz, rolele individuale (4 - 8 bucăți) cu suporturi sunt montate pe ax ca role de rezervă.
Mori cu role multiple
Unitățile de laminare cu role multiple au devenit recent mai răspândite, ceea ce este asociat cu o schimbare a cererii pe piața produselor metalice. A existat o creștere a cererii pentru benzi și benzi subțiri cu conținut ridicat de carbon din oțel inoxidabil și oțeluri speciale. La morile convenționale, aceste comenzi nu sunt atât de ușor de îndeplinit: sunt necesare un număr mare de treceri și tratamente termice intermediare.
Datorită utilizării unui număr mare de role de diametru mic, este posibilă rularea unei benzi sau benzi cu o grosime minimă.
Există multe beneficii asociate cu investiția în mori cu role multiple:
- Reducerea caracteristicilor de greutate ale echipamentelor de rulare;
- economii de metal;
- Reducerea costurilor echipamentelor;
- · macarale de atelier cu capacitate de ridicare mai mică care deservesc mori cu role multiple;
- Reducerea înălțimii clădirii în sine în timpul construcției atelierului;
- · reducerea semnificativă a investițiilor realizate în construcția unui magazin pentru producția de produse laminate la rece în ansamblu.
Și principalul avantaj al morilor cu role multiple este obținerea unei benzi sau benzi de înaltă calitate, deoarece nu există practic nicio variație transversală a grosimii materialului sau doar un grad mic de variație transversală.
Aceste suporturi pot fi fie nereversibile, de ex. rolele se rotesc constant într-o direcție și sunt reversibile. Aici sunt antrenate două role de lucru cu un diametru mic, toate celelalte role cu un diametru mare servesc drept role de sprijin și sunt inactiv în timpul procesului de laminare. Benzile sau benzile laminate pe astfel de mori sunt destul de lungi și sunt înfășurate în bobine sau role.
Pentru a reduce toleranța la grosime și pentru a îmbunătăți parametrii de planeitate a suprafeței din stand, sunt utilizate diferite dispozitive pentru a controla profilul rolei:
- Prin încălzirea cilindrului de rulouri;
- · anti-îndoirea rolelor de lucru și de rezervă;
- furnizarea de lubrifiant pe toată lățimea materialului laminat în zona de deformare în sine;
- · furnizare diferenţiată de emulsie.
Grosimea marginii benzii este întotdeauna diferită de grosimea benzii din mijloc. La morile duo sau quarto, unde se folosesc role cu diametru mare și echipamentul creează o rigiditate crescută în stand, toleranțele strânse ale grosimii produsului sunt mai ușor îndeplinite.
La morile cu role multiple, de exemplu, o bandă sau bandă de 1220 mm lățime cu o grosime de 0,125 mm este laminată cu o toleranță de grosime de ± 3%. În acest caz, lungimea benzii într-o rolă sau a unei benzi într-o revoltă este de aproximativ sau mai mult de 10.000 m.
Cu toate acestea, morile cu role multiple, în special cele cu 20 sau mai multe role, au o serie de dezavantaje în comparație cu morile duo sau quarto care folosesc role cu diametru mai mare. Aceste dezavantaje sunt după cum urmează:
- · rate scăzute ale forței de rulare în zona de deformare;
- · viteză limitată de rulare și productivitate scăzută asociată;
- temperatură ridicată în timpul rulării și dificultăți în îndepărtarea căldurii de pe suport;
- complexitate crescută în funcționarea morii;
- configurație complexă;
- Necesită precizie în pregătirea rulourilor, în special, în timpul măcinarii acestora;
- costuri mari de energie asociate cu operarea sistemelor de antrenare.
Cu toate acestea, alegerea tipului de unitate de laminare și designul său ulterioară depind direct de nevoile și cererea pieței și de satisfacția clienților.
Laminoarele la rece produc țevi cu un diametru de 4 până la 450 mm
cu o grosime a peretelui de la câteva zecimi de milimetru până la 30 mm sau mai mult.
În funcție de schema de laminare utilizată, se disting două grupe de mori: laminare longitudinală și transversală. Laminoarele longitudinale sunt cele mai utilizate în industrie, deoarece sunt mai productive și mai eficiente în producția de masă. Laminoarele încrucișate sunt utilizate în scopuri speciale pentru producerea de loturi mici de țevi de precizie și țevi cu pereți subțiri de diametru mare. Laminoarele cu tuburi longitudinale sunt împărțite în role și role. Morile cu role se numesc mori HPT, mori cu role - HPTR. Morile de laminare încrucișată pentru țevi se numesc mori PPT.
După regimul de temperatură, se disting două metode de laminare: prima - cu răcirea zonei de deformare - laminare la rece; al doilea - cu încălzire a taglelor până la 300...450 °C înainte de zona de deformare - laminare la cald.
Procesul de laminare pe laminoarele la rece are un caracter periodic, deoarece țeava este laminată în secțiuni separate pe lungimea sa în timpul mișcării alternative a suportului.
Laminoare la rece se obișnuiește să se clasifice astfel: după natura mișcării sculei (rulouri) - mori cu axe fixe ale rolelor (HPTS, NKhPT); cu axe rotative ale rolelor (KhPTV și planetare); cu mișcare de translație a axelor rolelor (HPT);
în funcție de numărul de țevi laminate simultan - cu una, două și trei fire; de-a lungul lungimii conului de lucru al țevilor laminate - cursă scurtă, cursă lungă (cu un unghi de rotație al calibrului în jurul propriei axe peste 180°);
în funcție de condițiile de temperatură ale procesului - laminoare la rece și la cald (cu încălzire prin inducție a țaglei);
în funcție de tipul de țevi laminate - pentru țevi cu secțiune transversală constantă și variabilă (în denumirea tipului de moara cu adăugarea indicelui P: de exemplu, KhPT 120 P);
dupa tipul de incarcare – mori cu incarcare laterala si laterala. În plus, morile HPT se disting prin execuția principalelor mecanisme: antrenamentul principal, standurile de lucru și alimentatoarele distributive;
dupa tipul unitatii de antrenare a stativului - fara echilibrare, cu echilibrare pe standul de lucru, cu echilibrare pe arborele cotit, cu echilibrare pe arborele motor;
după tipul dispozitivului de echilibrare - pneumatic, marfă cu mișcare alternativă a contragreutății, marfă cu dezechilibru oscilant, cu contragreutăți rotative;
în funcție de tipul suportului de lucru - cu două role cu un suport mobil, cu patru role cu un suport mobil, cu o casetă cu role mobilă și ghidaje de putere, cu un suport staționar (fix);
conform mecanismului de alimentare și rotire a piesei de prelucrat - tip pârghie, tip angrenaj cu roți libere, tip angrenaj cu angrenaj diferențial, tip angrenaj cu mecanism maltez; tip diferenţial cu frânare periodică a epiciclului şi purtătorului, cu convertor planetar-hipocicloid, cu elemente elastice, cu cartuş staţionar;
după metoda de lucru a mandrinelor piesei de prelucrat - cu revenire periodică (pe toată lungimea), acțiune ciclică continuă (cu mecanism de încredere și mecanisme cu mandrina staționară), cu întoarcere combinată (două cartușe funcționează cu interceptare);
în funcție de locația consolei principale - dreapta (în dreapta morii în timpul rulării), stânga.
La noi, morile HPT sunt fabricate de JSC EZTM. La sfârşitul anilor '50. A fost dezvoltată metoda cu role de laminare la rece a țevilor, pe baza căreia au fost create laminoare la rece (CRTR) pentru laminarea țevilor de precizie.
În străinătate, cel mai mare producător de mori HPT este compania Mannesmann, care a produs peste 300 de mori cu una, două și trei fire (Tabelul 2.9).
Stanspentru rece rularețevile sunt concepute pentru producția de țevi dintr-o gamă foarte largă cu dimensiuni geometrice deosebit de precise.
De interes și cu patru celule moara 400 rece rulare foaie și bandă, instalate la uzina de calibrare Magnitogorsk.
Rolling pentru continuu mori rece rulare sunt bobine decapate laminate la cald cu suprafata lubrifiata.
În măsura în care ţări rece rulare sunt destinate redistribuirii sortimentului de tablă obținută la ţări Fierbinte rulare, atunci lungimile butoaielor de rulare de pe ele sunt similare.
De obicei acestea ţări stabilit după mai multe celule tabere rece rulareși sunt, parcă, continuarea lor...
Este foarte posibil ca noua foaie subțire ţări rece rulare va fi instalat cu un aranjament similar de standuri pe fundație.
De exemplu, luați în considerare un trei celule moara 1450 rece rulare tabla fabricii siderurgice de la Magnitogorsk.
Performanţă mori rece rulare. … Stans rece rulare foile funcționează și pe un program continuu.
Deformarea elastică a cadrului în direcția verticală pe modern ţări rece rulare este de 0,3-0,5 mm...
Trei cuști ţări rece rulare au fost dezvoltate pe baza cercetărilor privind posibilitățile de utilizare a proprietăților plastice ale metalului în rece rulare.
Stanspentru rulare ţări ţări rece rulare cearșafuri.
Stanspentru rulare oțel gros. Toate cu o singură cușcă ţări functioneaza pe principiul reciprocitatii. … Două picioare ţări rece rulare cearșafuri.
La sfârșitul anilor 1950, au existat ţări pentru rulare grinzi de secțiune mare. … În anii 80 ai secolului trecut, primul ţări pentru; rece rulare foaie.
Economia nationala a tarii consuma preponderent metal sub forma de finisat ... pt ţări rece rulare 40-50 m/s, pe fir ţări 60 m/s și mai mult...
continuu ţări folosit ca țagle, tablă (fierbinte și rece rulare), secțional și de sârmă.
Distinge între fierbinte și rece rulare. … Pentru magazine fierbinți rulare caracterizat prin prezența înfloririi, plăcuței sau alb tabără.
Compresie generală pe modern ţări rece rulare este de 70-90%, ceea ce contribuie la îmbunătățirea proprietăților mecanice și asigură o calitate mai bună a suprafeței...
Trei cuști ţări rece rulare cearșafuri. Trei celule moara 1450 rece rulare tabla fabricii siderurgice de la Magnitogorsk.
Modern continuu ţări Fierbinte rulare permit obtinerea de foi de calitate superioara destinate rece rulare...
Acest lucru crește masa rolei, ceea ce crește semnificativ productivitatea. mori rece rulare.
Recomandăm și noi
 Stans. Laminoare. Rezumat: Laminoare la rece Laminor la rece pentru tablă
Stans. Laminoare. Rezumat: Laminoare la rece Laminor la rece pentru tablă
 Sudor electric și gaz - profesie preferențială Cerințe pentru înregistrarea sudorilor în Belarus
Sudor electric și gaz - profesie preferențială Cerințe pentru înregistrarea sudorilor în Belarus
 KPI în managementul reparațiilor Sistem de motivare pentru un inginer
KPI în managementul reparațiilor Sistem de motivare pentru un inginer
 Cine are dreptul de acces la centrala termica
Cine are dreptul de acces la centrala termica
 Manager sau specialist: cum să determinați ce să scrieți într-un CV
Manager sau specialist: cum să determinați ce să scrieți într-un CV
 Cum să lucrați în mod legal fără a înregistra o întreprindere unică sau SRL și să primiți venituri Aveți nevoie de o întreprindere unică pentru
Cum să lucrați în mod legal fără a înregistra o întreprindere unică sau SRL și să primiți venituri Aveți nevoie de o întreprindere unică pentru